
Foundry operators know only too well what that question means. But for many successful foundrymen there’s often just one answer to that: a shrug of the shoulders. They had in fact no qualms with drilling a hole in their valuable mould. Even with aluminium it is extremely difficult to control the high reject rates. With magnesium that is even more of a problem: if something goes wrong, there’s nothing you can do about it, it can’t even be melted down. And now one should even consider drilling a hole into an expensive mould? If a hole must be made for a very special sensor, it really does make sense to take a closer look at the matter. Many individual parameters govern the complex mould filling process and everything takes place in just a few milliseconds. That’s quite hard to believe. Parameters that play a role are, for example, mould or filling chamber temperature, metal temperature, the ingate and constrictions in the mould, speed in the 1st and 2nd phase, start of the 1st phase, switching point in the 2nd phase, clamping force (mould venting) and many more.
The filling process: secret revealed
Who wouldn’t like to understand the mould filling process better? Who wouldn’t like to know a lot sooner whether he needs to intervene in the filling process in order to reduce sources of error to improve parts quality and reduce reject rate? Then you could make your prices more competitive, have a good standing in the market and you wouldn’t have to worry constantly about margins. An “ominous” hole in the mould actually enables the user to largely eliminate production rejects right from the outset.
Safety in all phases
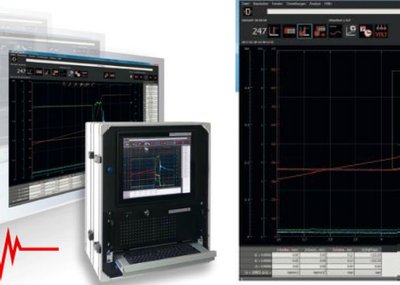
Rapid process data acquisition and processing isn’t hocus pocus. It’s vital for the filling process. The sensors and the evaluation electronics were developed by ELECTRONICS, i.e. by people whose bread and butter has always been casting technology. This is a product which has taken several years and all our know-how to develop and test. Now it is ready ... and the hole in the mould takes on a whole new meaning even for skeptics - a very profitable meaning in fact!
Demands on the casting machine, on the mould and on the sensors:
Assuring the quality of the cast parts
Minimizing rejects
Longer mould life
Reducing downtime
Shorter valve reaction times (coil speeds)
Information directly from the mould
Faster trigger signals
High repeatability
Switch-on and switch-off processes tripping in due time
Time-adjustable partial compression
High efficiency
Transparency of mould-filling process

{kind=link}
{kind=link}