The new version of NovaFlow&Solid, version 6.0, opens up a number of new possibilities for simulation of High Pressure Die Casting. Even taking the complete first phase into account, there are no longer any excuses for not running a High Pressure Die Casting simulation or a full simulation prior to the production of the tooling. This article describes new software developments that will enhance the simulation work. They will make it easier to optimize the filling of the part, design the whole system, and create High Pressure Die Casting parts as defect-free as possible:
<link file:7707 _blank download file>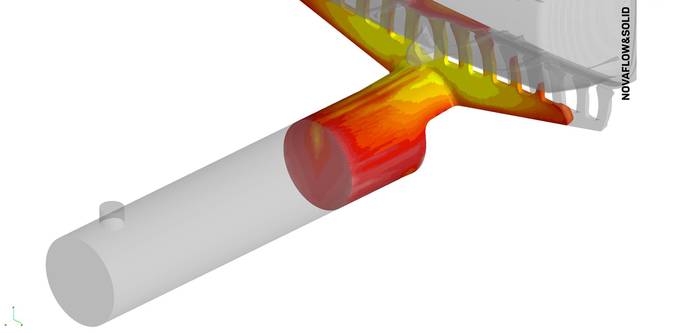
HPD chamber filling - taking the first filling phase completely into account
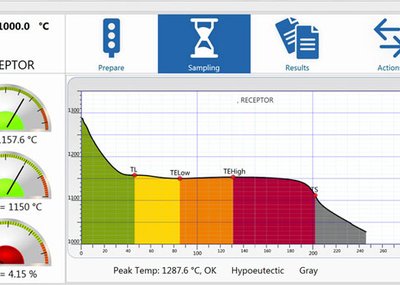
We now know that the foundries historically have used casting temperatures during simulation that are way too high. Many foundries think that there is a very low temperature drop (approximately 20 degrees) from the melting furnace to the filling of the part. If the melt temperature in the furnace is 700 degrees, we have found out, (by actual tests with thermocouples in the chamber), that the temperature drop from the furnace to the exit of the filling chamber (where the ingate system starts) is more than 100 degrees. The same temperature drop is shown in the simulation as well.
This has been proven in different independent tests, among them tests done in a project managed by the Swedish Foundry Association. In fact, we learned about the mismatch in temperature drop when we got the ability to simulate the first filling phase for High Pressure Die Casting. We then discovered that we had a huge temperature drop which we had not counted on. With the new abilities in the software, we can take the correct temperatures into account and simulate the whole process. Running the complete simulation gives more correct settings for different phases by millimeter movement of the piston in the chamber. You can test different start points of the second phase to see when it is optimal to start it. You can also take into account the air in the chamber that might be encapsulated into the melt during the filling of the first phase, which will help avoid gas porosities in the casting.
Multi mesh speeds up simulation of the filling chamber by >1000 % in the first filling phase
<link file:7703 _blank download file>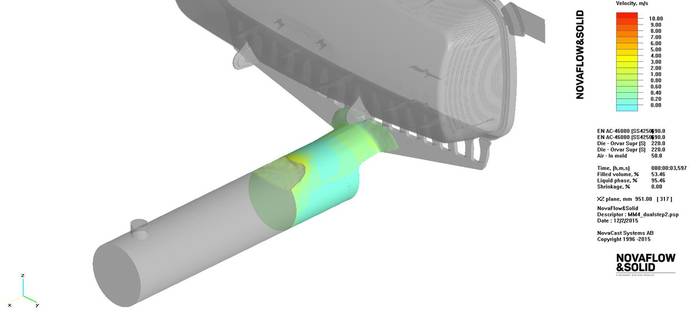
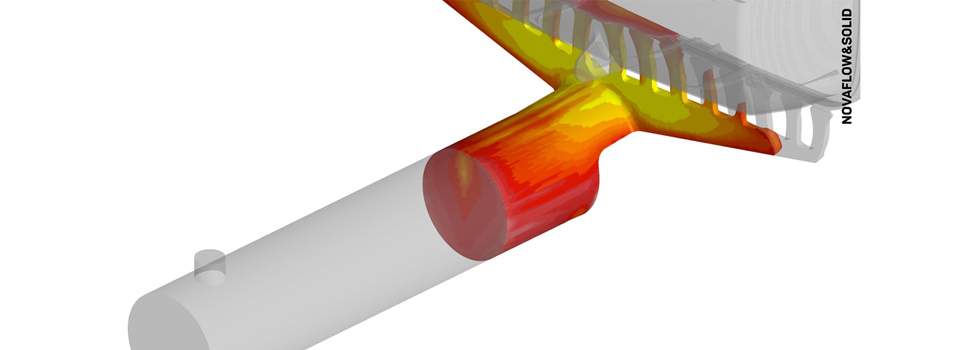
6 mm mesh resolution up to this position, where it switches to 4 mm.
<link file:7704 _blank download file>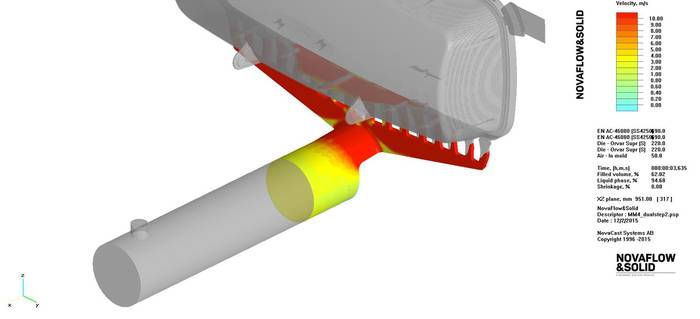
At this position, it switches to 2 mm for the remainder of the fill.
When we first simulated the complete filling of the chamber, it took longer because there were more elements that needed to be calculated. We also needed to adapt the mesh for the filling of the part. For example, if the part thickness is 4 mm in general, the chamber might be about 50 – 120 mm in diameter. It is, of course, not necessary to have the same mesh resolution for both the chamber and the part. This is something we have taken into account. Therefore, we have invented a way to use different mesh resolutions during different stages in the simulation. This means that we can use, for example, 6 mm mesh when filling the chamber until we have pushed the melt to the exit of the chamber. We can then switch the whole mesh to 4 mm and continue the filling until it is about to reach the casting cavity. The entire mesh is finally switched to 2 mm to obtain best accuracy within the cavity. Finally you can switch the mesh to, for example, 1 mm when the calculation of solidification should take place. Calculation of solidification is much faster than filling simulation, hence, it is possible to decrease the mesh size. The multi mesh can switch back and forth more than 10 times during a simulation. With coarser mesh resolution, you get faster calculation. A switch from 2 mm to 6 mm during the first phase can significantly decrease the time so that it takes only a few minutes extra. Concentrate your effort and time on the part that is interesting; namely, the quality of the casting.
Enabling GAS calculations with GAS Bubble movement
With the sped up simulations using the Finite Volume Method (FVM), and now, with the new benefits from using Multi-Mesh, you have time to calculate mold gas and take backpressure into account. With the GAS calculation enabled you can:
- Get more accurate mold filling simulations
- Follow gas bubble movement in the cavity
- Predict gas porosities – position and size
- Test various vent positions in order to remove gas porosities
<link file:7705 _blank download file>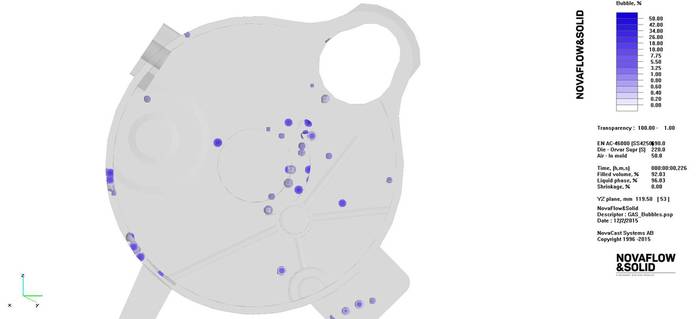
Simulation of cold flows
In the latest version of NovaFlow&Solid, the calculation of cold flows has greatly been improved. This means that you can now accurately simulate how slowly you can fill and how thin-walled the sections can be. Weight is nowadays essential since weight reduction saves material, energy and, in the end, our fragile environment, as well. With our software, one can really find the limits for different materials and processes and also find workarounds that stretch the limits.
<link file:7706 _blank download file>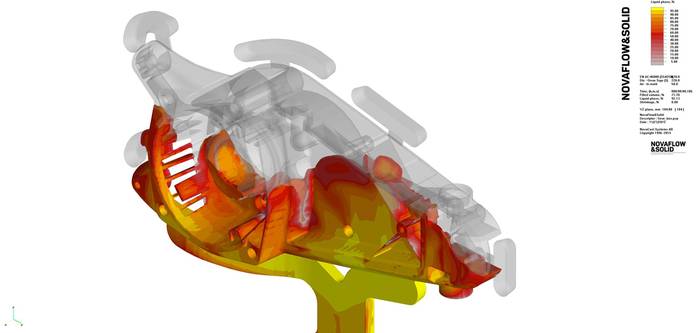
3rd phase shrinkage prediction
When you use the piston movement in the chamber, you can now setup a pressure curve for the last stages of the filling process. This pressure will be equal to the 3rd phase feeding pressure that you will set on the machine. This function makes the feeding/porosity process more realistic and correct.
<link file:7701 _blank download file>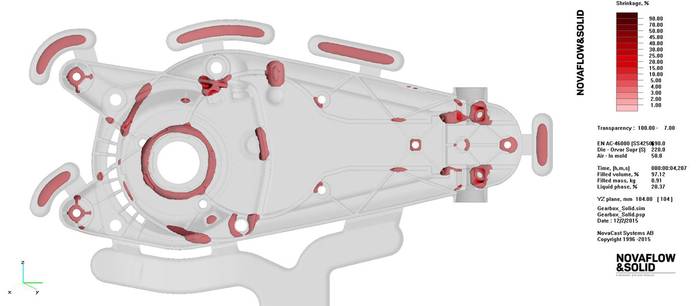
<link file:7702 _blank download file>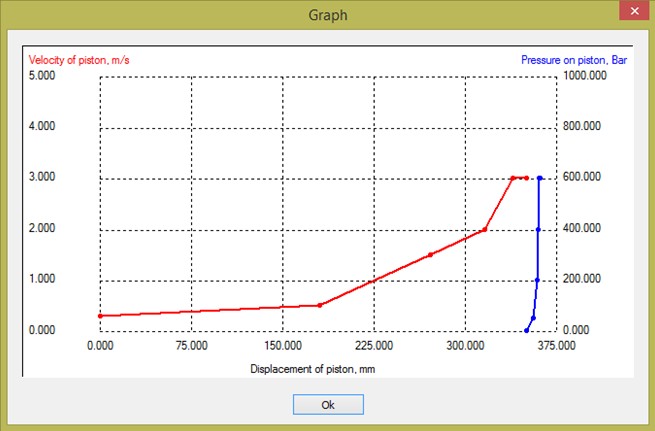
In summary, the new possibilities for casting process simulation of High Pressure Die Casting make it possible to simulate the complete process without spending a lot of time on setting up the simulation, running it and then investigating the result. Speed enables one to add more details in the simulation, like GAS calculation and filling of the first phase. Naturally, this will give more accurate results. The most important component of a simulation is the base of the calculation, which is the mesh. With the new improvements, NovaFlow&Solid 6.0 can support the constant work for weight reductions and optimized process parameters, including lowered casting temperatures that reduce the energy used. We are constantly improving the calculations. We like to do things differently, which, in the end, gives you, the users, the advantage over your competitors.
Håkan Fransson, Product Manager, NovaFlow&Solid