
- From Vacelet, Pierre Henri, Product Manager Cold Box, ASK Chemicals, Hilden
- Christian Priebe, R&D Cold Box, Hilden (Germany)
- Joseph Muniza, Global Product Line Manager Cold Box, Dublin (USA)
Emission generated at the foundry can come at different steps in the casting process. When using organic binders, foundrymen are confronted with many different emissions coming in at different steps. The solvents used in the part 1 to solubilize the phenolic resin and the solvents used in the part 2 to dilute the isocyanate resin, are both susceptible to evaporate during coremaking, storage, and to a large degree, in the drying oven often used to dry the water based coatings. All the remaining components of the binder system that do no evaporate, the remaining solvent package, resin components (the phenolic resin base and the isocyanate resin) are then degraded or transformed during the pouring process.
The emissions coming from the first steps (coremaking, storage) can be reasonably predicted based on the binder recipe and are mainly estimated by the foundrymen as Volatile Organic Compounds (VOC’s) and/or smell and odour. Emission at this point in the process can be reduced or suppressed by formulating bind rs with higher boiling points solvents.
In the drying oven, the emission can be also linked to the boiling point of the solvent, but the vapor pressure of the solvent used is a secondary factor that must be considered with it significance related to the temperature of the drying oven.
Prediction of emission during the pouring, cooling and shakeout (PCS) process is impossible due to the multitude of interacting factors. A general rule of thumb is that a part of the remaining organic material will be burnt, while the other part will be degraded and transformed by pyrolysis. The most worrisome emissions, Benzene, Toluene Xylene (BTX), Nitrous Oxide (NOx) or Hazardous Air Pollutants (HAP) can all be created during this pyrolysis degradation. The remaining binder will be transformed into a liquid, a tar or a char which can re-condense inside the sand or on the surface of the metallic molds (die casting process). Much of the evolution of the Amine Cold Box technology in the last decade has focused on suppressing the VOC’s by using higher boiling point vegetable based solvents or by reducing BTX through the use of solvents that evaporate quickly.
It should be pointed out that the use of solvents with low boiling points (aromatics solvents, ethyl silicate, tetraethyl orthosilicate and the like) w ll generate low fumes, low tar and a faster gas evolution profile during PCS. This is particularly well adapted to the light alloy castings, especially in case of gravity die casting. However, the majority of these types of solvents are VOC’s therefore causing more emissions and some of these solvents have much higher odor. Furthermore the fast evaporation of a part of the solvent package can degrade the storage stability of the core and more importantly the humidity resistance.
Contrary to this, the non VOC’s solvents such as the vegetable based solvents or fatty acid ester which have higher boiling points (up to 250/300°C) are very stable and show significantly lower levels of solvent evaporation. However since evaporation is not occurring, all the organic solvent material will still be present at pouring. The remaining materials are more difficult to burn and will require more oxygen than the volatile materials and as a result more of pyrolysis will take place. The effects of this are that the pollutant emissions during the pouring will be potentially higher but at a minimum the smoke of these types of binder will be drastically increased.
New generation of binders
The new generation of binders is now using non-VOC’s solvents which utilize more constant and refined chemicals with lower and narrower intervals of distillation. These solvents are replacing the old vegetable based esters in the new generation recipes (for example in the High Efficiency System developed by ASK Chemicals) and allow the formulator a unique way to reduce a part of the emissions.
The research team of the ASK Chemicals has spent countless hours analyzing the basic data for these variables and has concluded that the only way to warrant a significant reduction of the emissions during the PCS is to maintain the highest ratio of oxygen to organic materials. In the pouring and molding systems the oxygen rate is mainly defined by the design of the pouring and molding process. Therefore, the only way for the binder designers to influence the ratio is to reduce the amount of organic materials.
The first outcome of this idea was the creation of the High Efficiency System, which allowed a foundryman to reduce the binder amount needed to produce good cores and castings. The optimized formulation was developed by both - selecting key raw materials as well as the optimization of the chemical processing. These new binders showed a reduction in overall emissions without sacrificing the key attributes needed to produce castings.
Solventless system technology
Continued systematic investigation by the research team of the ASK Chemicals leads to the genesis of the SL system technology.
A standard cold box system can be described as a three part system:
- Part 1 is composed of approximately 55 % phenolic resin and 45 % of solvents,
- Part 2 is composed mainly of poly-isocyanate derivates and 15 %-30 % solvents.
- The Part 3 is the tertiary amine catalyst that drives the reaction.
Both the part 1 and part 2 binders also contain specialty additives which are used to optimize specifically attributes or casting properties.
The polyurethane reaction which gives its name to the Cold Box PU process is comprised of the OH-groups of the formo-phenolics in the Part 1 which will react with the NCO-(isocyanate) groups in the Part 2. The solvents and additives are therefore not part of the chemical backbone of the process. In the new Solvent Less system (SL system), the part 2 has been specially designed to be as effective as a normal part 2 system, without the use of any solvent. The patented solvent-free part 2 recipe including a specific polyisocyanate component and selected additives has been developed to work together with an adapted part 1. All previous attempts to concentrate the part 1 or the part 2 didn’t allow for any major reduction in the total amount of binder used, so no significant emission reductions were realized. This unique combination has shown a 20 % reduction in the amount of binder needed. This 20 % reduction corresponds to the percentage of solvent normally used in a standard part 2.
In comparison with a standard system used at 100 parts Part 1 + 100 parts Part 2 in the sand, the SL system will allow the use to keep the same 100 parts of the Part 1 but reduce the Part 2 by only using only 80 parts. As results the binder mixture will contain the same weight of active material (phenolic resin and polyisocyanate) as well as additives, with a reduction of around 1/3 of the weight of solvent (Figure 1).
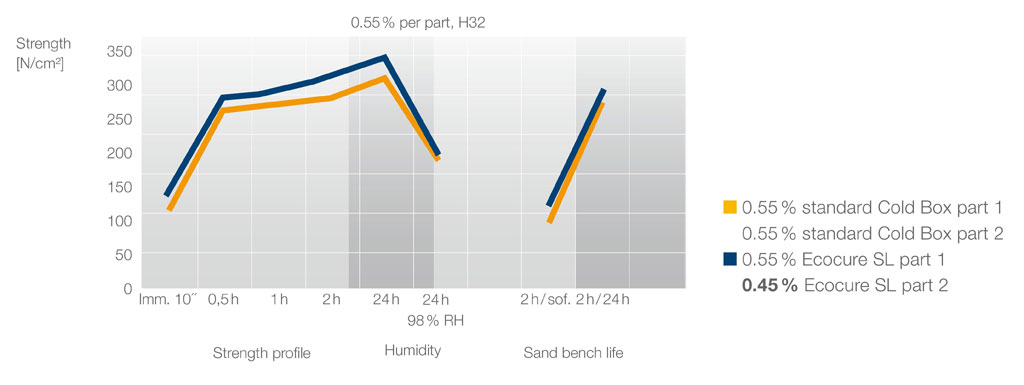
Improved performance
In addition the average performance of the SL system has provided improved performance attributes that make it the premier Cold Box system that can be offered. The overall strength profile is higher than that of normal systems and in addition the humidity resistance has been optimized without sacrificing bench life performance This system is therefore fully adapted at the latest needs of the foundrymen especially in regards to the ever increasing demands with new casting design and ever tightening customer requirements (Figure 2).
The advantages coming from this huge solvent reduction in the SL system are numerous. With less solvent, we will firstly reduce the emission potential during the all process. Furthermore but less obvious when comparing to traditional heavy ester solvent systems the new SL system will also lower the organic material content. The effect of this will allow for an increased rate of polymer burning therefore reducing the pyrolysis which cause the most unpleasant emission.
The numerous developments made in different aluminum foundries with these systems, have also pointed out the very good shake-out performance of the SL system. It is quite understandable that with less organic material for the same oxygen amount during pouring, we are able to bring more energy into the bond to break the maximum number of binder bridges. This added benefit was confirmed at foundry trials while still maintaining excellent dimensional accuracy; this indicated that the thermal stability of the SL system has been optimized to provide both properties at the same time.
In other foundry testing it has proven that amine demands will also be reduced. The amine is used in the cold box process as a catalyst to initiate the reaction between the OH- and NCO-groups. Theoretically very little amine is needed to initiate the complete polymerization. In practice however, we find some difference in amine demand based on the differences in the formulation of the binder. Since amines have different solubility in different solvents packages. The less the amine has an affinity for the solvent the higher the curing efficiency. It is now logical to understand why, by reducing the solvent in a binder system, we also reduce the amine demands. As detailed above the numerous properties offered by the SL system (less gas evolution, less tar formation, less needs of amine, better shake out ability, excellent dimensional accuracy) all make it especially adapted the coremaking workshops of Aluminum foundries. In our continued research efforts ASK Chemicals is now working intensively to duplicate and adapt this solution for ferrous applications.
also available in: <link record:tt_news:12781 internal-link internal link in current>
![]()
###COMPANY_LINK### <link linktosingle>ASK Chemicals GmbH

{kind=link}
{kind=link}
{kind=link}