

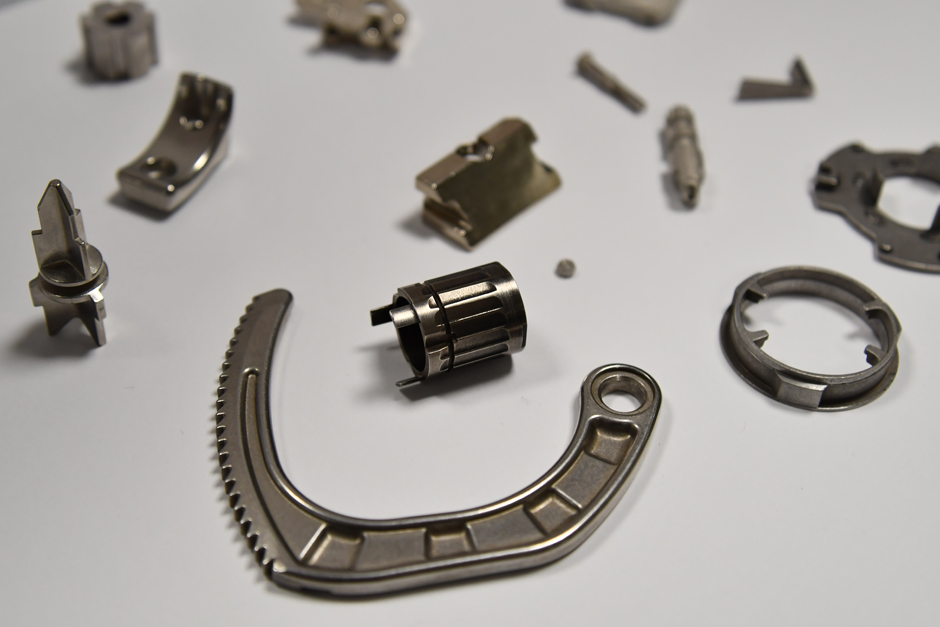
The added value of metal injection moulding Metal injection moulding (MIM) is a relatively new production technology that offers special possibilities for the design and realization of precise, complex parts and products out of (stainless) steel and other iron-, nickel-, and cobalt-based alloys. For high-end products, in terms of high strength and resistance to corrosion and high temperatures, MIM can be a supplement or alternative to die casting or lost-wax casting. The technology combines freeform design and high finish quality, and is particularly suited to the high-volume production of small parts.
Over 25 years ago, the predecessor of Dutch company Demcon MIM originated from academic research on this promising technology at Delft University of Technology. Since then, it has grown to become a leading specialist in MIM, and was acquired by high-end technology developer and producer Demcon in 2004. Demcon MIM distinguishes itself with the high quality of its products and the small environmental footprint of its process. This is primarily due to the unique recipe it has developed for the base material (the feedstock); it enables a high degree of quality control and flexibility in the choice of materials and optimization of product properties.
Demcon MIM process
Casting
A fine metal powder is mixed with a combination of (water-soluble) binder polymers to form a feedstock. The polymers become liquid when heated, after which the feedstock can be injected into a mould under pressure. The resulting ‘green part’ product is removed from the mould, inspected and, if necessary, processed. Depending on customer requirements and production characteristics, this process can be executed manually, semi-automatically, or fully automatically.
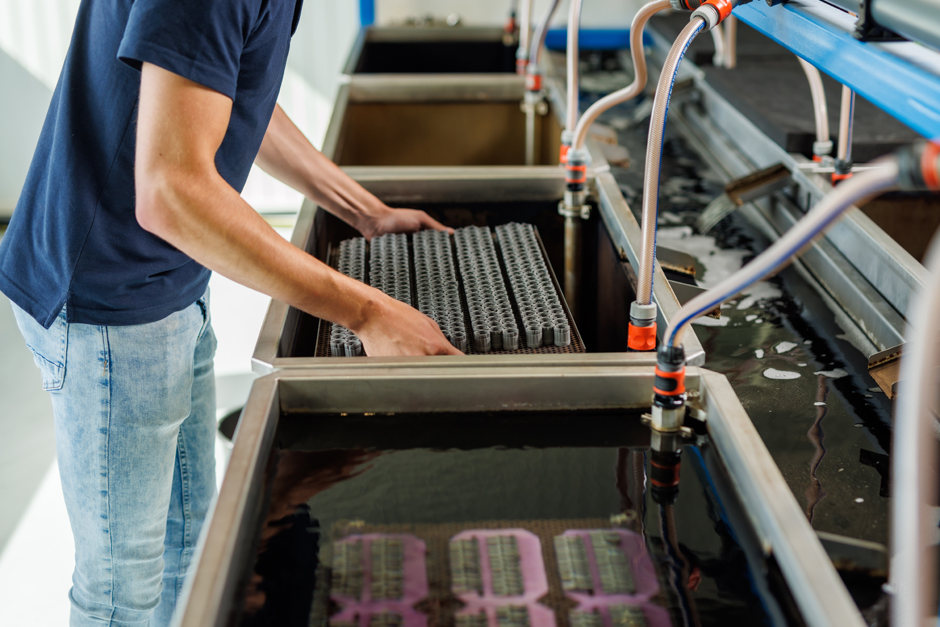
Debinding
In the first follow-up step, the parts are immersed in a bath for the primary debinding step, in which one of the polymers dissolves in the heated water. This removes about half of the binder. In the next step, the products are heated in a debinding oven, which evaporates the remaining binder. The resulting porous parts are called ‘brown parts’.
Sintering
Subsequently, the brown parts are sintered in an oven, so that the parts lose their porosity and gain their strength. The parts are heated to just below the material’s melting point, fusing the metal powder particles together. As a result, the parts shrink uniformly, resulting in parts that are 13% smaller than the original green parts. Naturally, this shrinkage is accounted for in the design of the mould. After sintering, the sintered material has gained properties comparable to those of the stock material. For example, it has a density of over 98% of that of the stock material and there is no open porosity.
Post-processing
In the Demcon MIM process, a part shrinks by about 13%, while with commercial feedstocks that shrinkage is around 18%. This relatively low shrinkage, due to the special feedstock, gives the advantage of a high product accuracy. After sintering, post-processing can take place, which could include hardening, polishing, aesthetic coating (nickel, gold, etc.), technical coating (PTFE), CNC machining, cleaning and (clean room) packaging, and 100% visual/functional checking.
Many metal options
Demcon MIM specializes in the use of stainless steel (inox), each time selecting the alloy that provides the best balance between tensile strength and corrosion resistance for a specific application. As well as stainless-steel alloys, low-alloy steels, titanium, and nickel-balanced or other exotic materials – in fact most metals that are available in powder form – can be processed.
High-end products
The technology is suitable for products in the weight range of 0.1 to 100 g, with dimensions up to 100 mm, while dimensional accuracy is in the order of +/–0.5% of the final dimension. Demcon MIM serves a wide range of markets, including the automotive industry (products such as engine fuel injectors), medical products (implants), luxury consumer goods (for a high finish level), bike technology (shifting mechanisms), and locking systems (handcuffs, door and window closing systems).
MIM vs. casting
As a production technology, MIM shares similarities with various casting processes, such as die casting and lost-wax casting. All these processes work with moulds and liquid metals, enable a certain degree of freeform design, and are suitable for post-processing to improve product properties. However, there are also differences. For example, MIM offers a wider choice of metals with superior properties, and achieves a higher accuracy and finish level. Compared to casting processes, MIM is able to handle thinner wall sections, making it especially suitable for lightweight designs and small yet detailed parts. This makes MIM particularly suited to making high-end products, while for relatively simple products casting remains the first choice.
Die casting
Concerning the production process, MIM closely resembles die casting, the main difference being the much higher temperature of the metal with die casting. Therefore, to prevent the (steel) mould from melting, only metals with a low melting point, such as aluminum and magnesium, can be used in die casting. Compared to, for example, (stainless) steel, these materials have a lower tensile strength and are less resistant to corrosion. By making the intermediate step of injecting a feedstock with metal powder, rather than injecting the liquified metal at a much higher temperature, the advantages of a moulding process, such as design freedom, can be combined with those of high-melting-point metals, concerning density, strength, corrosion resistance, etc.
Higher strength
For products with strict mechanical requirements, such as locking systems, Demcon MIM is observing a switch from die-casting to MIM. Windows, for example, are getting larger and heavier (because of triple glazing among other things), while the design of locking parts has become slimmer. As a result, the requirements for mechanical strength increase and can no longer be met by die-cast aluminum or zinc-aluminum alloys. With MIM, these products can be made from a metal such as steel, without significantly changing the part design and without compromising on safety and functionality.
Best of both worlds
It is also possible to combine the best of both worlds, by merging die-cast and MIM products in one assembly. A fine example is the handcuffs produced by Demcon MIM. They contain parts that have been die cast from magnesium, selected for its low density to provide lightweight wearing comfort to the user (i.e. the officer, not the potential detainee), and MIM parts that add the required strength to this security product. The result is handcuffs that have the same strength as existing, traditional handcuffs, but are considerably lighter.
Lost-wax casting
MIM can also be an alternative to lost-wax casting, a casting technology that is used to make medical products as well as, for example, parts of drive systems (gears, connecting rods, etc.). However, the lost-wax casting process is more laborious than MIM, making MIM economically more attractive for large quantities.
Switching over
All in all, there are technical as well as economic reasons to consider switching from casting to metal injection moulding, certainly when the existing design of a product can be maintained, with minor modifications for MIM specifics. However, it can also be beneficial to create a completely new design that takes advantage of MIM’s process characteristics and larger freeform design space to create a product with greater functionality and more favorable properties.
3D metal printing
At the other end of the freeform design spectrum, 3D metal printing could be an alternative to MIM. The two additive manufacturing technologies each have their own advantages and limitations. 3D metal printing is a fast, flexible process that is ideal for prototypes and small series (< 100 pieces), and has superior design freedom. However, printed products often require extensive post-processing for the removal of supports and for surface improvement. MIM, by contrast, has a disadvantage in small production runs due to the start-up costs for the die. It pays itself off quickly, however, in larger production runs, so a switch to MIM can be economically attractive when a printed product is requested in larger quantities.
Demcon MIM
Demcon metal injection moulding, located in Enschede (the Netherlands), specializes in the MIM production of high-quality products. Demcon MIM provides the design and manufacturing of complex products in small to medium-sized series, as well as large-scale, automated production of ‘standard’ parts. For the latter, it has set up a state-of-the-art factory and has access to a well-equipped measuring laboratory. The company is ISO-9001 certified for the entire production process, and ISO-13485 certified for medical products, offering full traceability of individual products.
Full support
Demcon MIM is part of the Demcon group (1,000+ employees, locations in the Netherlands, Germany, Japan and Singapore), a developer, producer, and supplier of technology and innovative products in a wide range of markets. Group activities include design & engineering, mechatronics, industrialization, production & assembly, and (medical) certification. Drawing on group support, Demcon MIM services cover the full range from feasibility study, (re)design and prototyping, to high-volume production and development of automated MIM production processes for large series – starting with a quick scan of the technical and economic potential of metal injection moulding for a specific product.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}