

Until now, the low volume production of complex parts using investment casting has been associated with long lead-times and potentially high cost. The Schmolz + Bickenbach Guss Gruppe shows that there is another way: It favours voxeljet's 3D print technology for the production of investment patterns, and is setting the benchmark with regard to cost efficiency, accuracy, complexity and production time.
Whether in the automotive industry or machine building the production of complex parts such as FEAD brackets, gearboxes and other powertrain components for development or small series production, should be quick and efficient. Conventional investment casting features several weaknesses in this respect. Thomas Peipp, Investment Casting Manager at Schmolz+Bickenbach Guss GmbH at the Ennepetal location: "The problem is the immediate production of the required wax patterns that result in expensive injection moulding tools and wax presses. These tool costs can become prohibitively expensive and time consuming when used with small series or development, as they ultimately result in very high unit prices."
voxeljet's 3D print technology can help with these types of situations and beyond. The modern 3D printers of the Augsburg-based provider can produce perfect investable patterns quickly, precisely and cost-effectively. These PMMA models can completely replace wax models, the most important part: The production of the plastic models using 3D printing is very simple, accurate and fast. No tooling is required, as the digital printing process is based on the CAD data for the component; the 3D printer builds the model using the layer building method, with exceptional repeatability and capability no matter how complex. Designs are developed beyond present manufacturing techniques; changes are as simple as re issuing the CAD data.
Lost models in record time
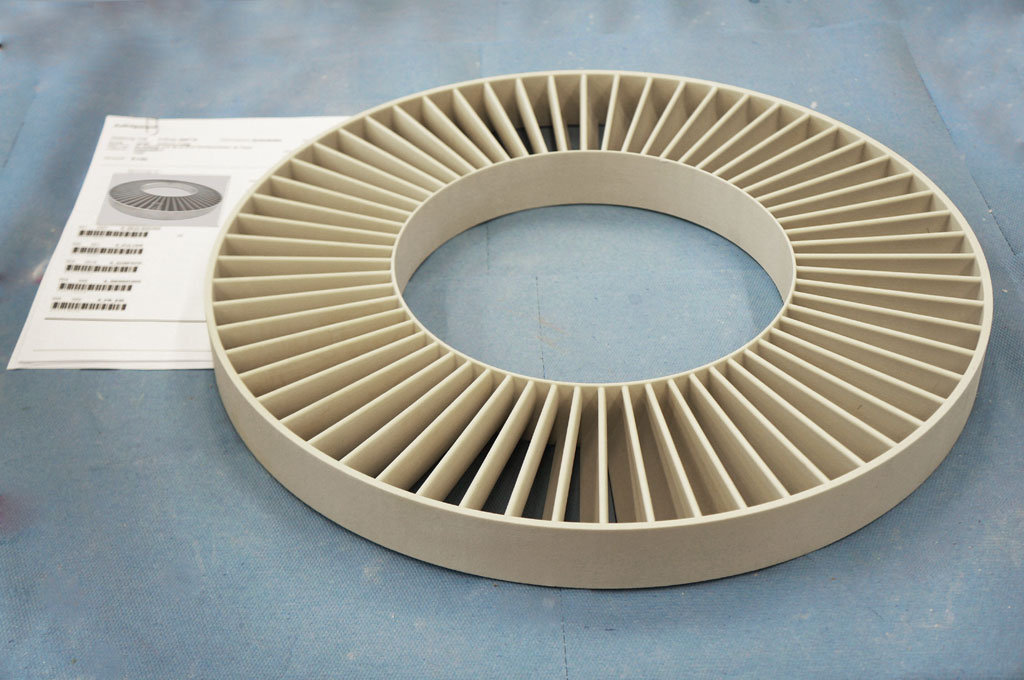
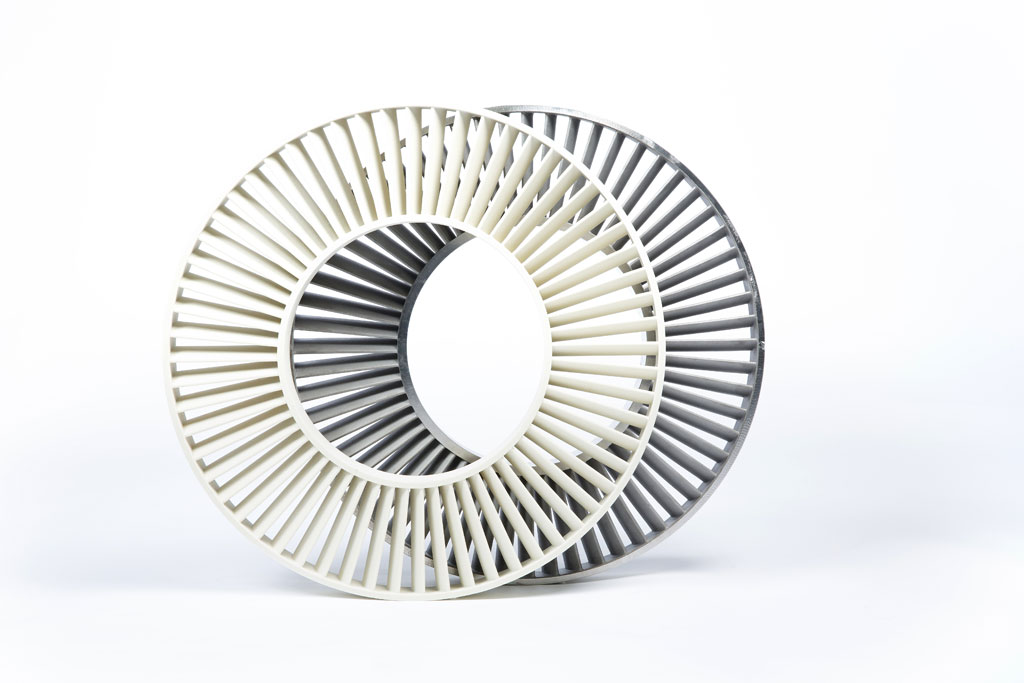
The newest voxeljet printers can produce a plastic model for a Francis wheel with a diameter of 500 mm in less than 24 hours. The material used in this context is PMMA, which already softens at 73° C and burns without residue at temperatures over 700° C. It means that the parts are ideally suited for use as smelt models for investment casting purposes. Schmolz + Bickenbach has extensive experience with the 3D printing of plastic models: "In the past, we had the models printed at the voxeljet service center. The advantages of the 3D print technology, along with continuously rising order volumes, prompted us to invest in our own voxeljet printer in 2013. With the VX1000 printer, our investment casting plant can print parts up to a size of 1060 x 600 x 500 mm and a maximum unit weight of 70 kg. Now we can offer our customers even more rapid and efficient support," says Thomas Peipp.
The models are built using the layer building method: As part of this process, plastic powder is applied to a building platform in a thin layer, and is then selectively printed with a solvent. The solvent ensures that the particles are glued together over a locally restricted area. The desired object is created by the application and printing of additional layers. The unprinted powder supports the printed structure, so that even complicated free form surfaces with undercuts can be created without a supporting structure. After the printing process, the residual particle material is removed from the finished model, which is then infiltrated with wax. This provides the plastic models with a closed and clean surface, which has a positive effect on the quality of the investment cast parts.
Plastic models are replacing wax models
The subsequent handling process is the same regardless of whether the model has been conventionally produced with wax or printed on a 3D printer. The first ceramic coatings are applied after the receiving inspection and mounting of the deadhead system. Afterwards, the models are put into the kiln. Since the plastic models already soften at 73°C and shrink as a result, there are no tears in the ceramic shell. Once temperatures reach 700°C and more, the molds will burn out completely without any residue. The one-time use of the model explains why these models are called "lost models".
The casting dies must be blown out before the glowing hot steel or aluminum alloys are poured into the dies. There is no requirement to wash out the molds. After the cooling period, the casting dies must be removed along with the casting and feeding systems, sharp corners must be debured and any unwanted surface defects must be removed. This process is followed by non-destructive inspections and dimension controls in accordance with the customers' specifications. "Whether prototype, individual part or small series–3D printing technology makes it possible to produce highly complex design and investment casting models quickly, easily and cost-effectively. An enormous advantage for investment casting specialists, and especially our customers," concludes Thomas Peipp.

QR-Code Investment Casting Movie











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}