Neben dem Leichtbaupotential gibt es jedoch eine Vielzahl weiterer Faktoren, die es in die Entscheidung einzubeziehen gilt. An dieser Stelle sind die funktionalen Anforderungen zu nennen, welche mit einer Wärmebehandlung einher gehen können. Auch die Wichtigkeit einer Reparaturlösung sollte nicht außer Acht gelassen werden. Diese ist bei Großguss eingeschränkt vorhanden und meist unter Mehraufwand realisierbar.
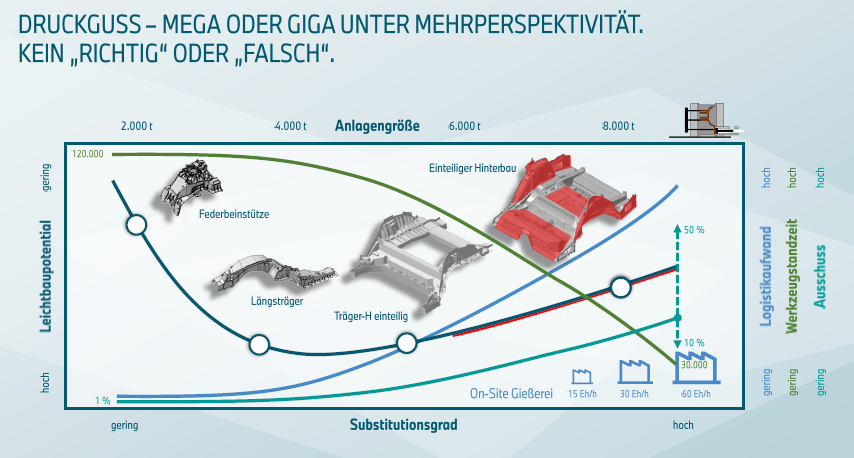
Ein weiterer wesentlicher Aspekt sind die Logistikaufwände, die mit zunehmender Bauteilgröße signifikant ansteigen. Um dem zu entgegnen, müsste die Gießerei am Fahrzeugwerk angeschlossen sein und somit in neue Druckgussanlagen investiert werden. Die Anzahl der benötigten Anlagen hängt hier maßgeblich von der Ausbringung des Fahrzeugwerks und der Variantenanzahl je Linie ab. Zur sicheren Versorgung der Fahrzeuglinie sind häufig mehrere Druckgussmaschinen notwendig.
Eine ähnlich große Herausforderung sind die Druckgusswerkzeuge. Durch die große Bauteilgröße ist mit einem erhöhten Werkzeugverschleiß zu rechnen, was kürzere Wartungsintervalle und somit eine höhere Anzahl an benötigten Werkzeugen zur Folge hat.
Grundsätzlich ist festzuhalten, dass es bei BMW derzeit keine validen Vorteile für den Einsatz von Gießzellen > 6.000 t Schließkraft gibt. Das BMW Komponentenwerk Landshut agiert mit einem starken Lieferantennetzwerk und stellt dadurch die Versorgung der Fahrzeugwerke sicher.
Im Mittelpunkt steht bei BMW weniger die Machbarkeit, sondern der Ansatz mit Innovationen und viel Knowhow optimale Ergebnisse zu erzielen und dabei das richtige Material mit dem richtigen Verfahren am richtigen Ort zu vergießen.
Über BMW Landshut:
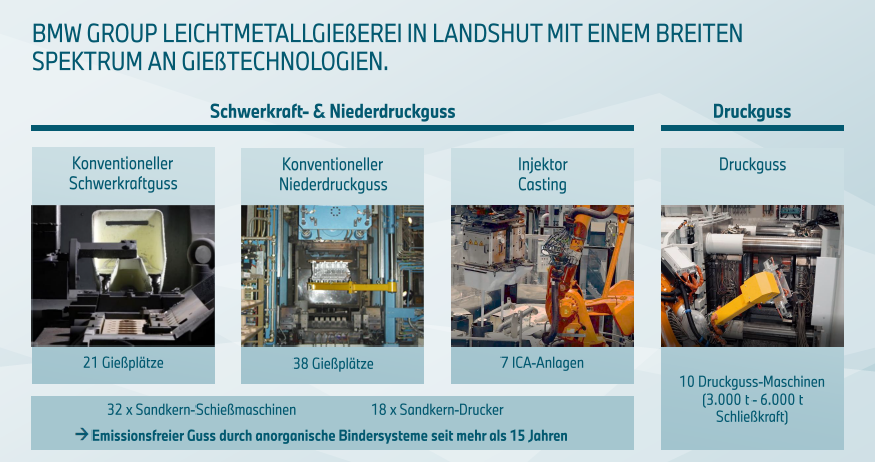
Im BMW Group Werk Landshut produzieren rund 3.700 Mitarbeiterinnen und Mitarbeiter Motor-, Fahrwerks- und Karosseriestrukturkomponenten aus Leichtmetallguss, Kunststoffkomponenten für das Fahrzeugexterieur, Karosseriekomponenten aus Carbon, Cockpit- und Ausstattungsumfänge, Motoren sowie Gelenkwellen. Das Werk Landshut ist das weltweit größte Komponentenwerk der BMW Group und liefert Bauteile an alle Fahrzeug- und Motorenwerke der BMW Group weltweit – und damit für nahezu jeden BMW, MINI, Rolls-Royce sowie für BMW Motorrad. Das BMW Group Werk Landshut steht für eine von Digitalisierung geprägte und auf Nachhaltigkeit ausgerichtete Komponentenfertigung sowie für einen verantwortungsvollen Umgang mit Ressourcen.
Mit zukunftsorientierten Technologien spielt das BMW Group Werk Landshut die Rolle eines Innovationstreibers in der technologischen Transformation der Automobilbranche und deren Zulieferindustrie. Im Leichtbau- und Technologiezentrum (LuTZ), das dem Werk unmittelbar angeschlossen ist, treiben Spezialisten verschiedenster Fachrichtungen die nachhaltige Entwicklung zukünftiger Fahrzeugmodelle aktiv mit voran. Sie sind frühzeitig in die Entwicklungsprozesse neuer Fahrzeuge eingebunden. In der Region Landshut und Niederbayern ist das BMW Group Werk Landshut ein sozial verantwortungsvoller, innovativer und attraktiver Arbeitgeber.
Über Dr. Thomas Kopp und Klaus Sammer
Klaus Sammer ist seit 1985 Teil der BMW Group und war zuletzt Planungsleiter für die Lackierte Karosserie im Werk Dingolfing sowie von 2018 bis 2021 Leiter der Lackierten Karosserie für das im Aufbau befindliche Werk in Debrecen (Ungarn). Anschließend übernahm er die Leitung für die Produkt- und Prozessplanung der Leichtmetallgießerei des BMW Group Werkes Landshut. Neben seinen Aufgaben in der BMW Group engagiert sich Sammer als Mitglied in Beiräten verschiedener Verbände.
2001 bis 2005: Projektmanager – Plant Munich BMW
2005 bis 2011: Team Lead Research Development – Plant Munich BMW
2011 bis 2015: Head of the department for assembly and total vehicle validation – Plant Munich BMW
2015 bis 2018: Head of Planning Body Shop – Plant Dingolfing BMW
2018 bis 2021: General Manager Pressshop and Bodyshop – Plant Debrecen BMW
2021 bis 2023: Leiter Technologiezentrum Gießerei, Werkezugbau, Instandhaltung und Prototypenbau sowie Produkt- & Prozessplanung – Plant Landshut
Dr. Thomas Kopp ist seit seiner Promotion im Jahr 2016 bei der BMW Group tätig. Derzeit verantwortet er als Teamkoordinator Vorentwicklung im Technologiezentrum Leichtmetallguss die Weiterentwicklung innovativer Gussbauteile für zukünftige Fahrzeuge. Vorherige Stationen umfassen u.a. die Positionen des Teilprojektleiters Produktion und des Teamleiters Qualität im Schwerkraft- und Niederdruckguss. Neben seiner Tätigkeit bei der BMW Group engagiert sich Dr. Thomas Kopp auch als Mitglied in Beiräten verschiedener Verbände.





![[Translate to Deutsch:]](/fileadmin/_processed_/c/a/csm_180424-BMW_Slider_37be159b8e.png "[Translate to Deutsch:]")


![[Translate to Deutsch:]](/fileadmin/_processed_/2/1/csm_220324-VDI_Slider_0a91e6ae93.png "[Translate to Deutsch:]")



![1 [Translate to Deutsch:]](/fileadmin/user_upload/%40marcus_krueger-9203.jpg){kind=link}
![2 [Translate to Deutsch:]](/fileadmin/user_upload/%40marcus_krueger-9180.jpg){kind=link}
![3 [Translate to Deutsch:]](/fileadmin/user_upload/%40marcus_krueger-9230.jpg){kind=link}
![4 [Translate to Deutsch:]](/fileadmin/user_upload/MEDIA_200710_Leichtmetallgieierei_Geb_67_HEAT_Foto_Harry_Zdera__3_.jpg){kind=link}
![5 [Translate to Deutsch:]](/fileadmin/user_upload/MEDIA_200710_Leichtmetallgieierei_Geb_67_HEAT_Foto_Harry_Zdera__11_.jpg){kind=link}
![6 [Translate to Deutsch:]](/fileadmin/user_upload/kerndruck_01.jpg){kind=link}
![7 [Translate to Deutsch:]](/fileadmin/user_upload/kerndruck_15.jpg){kind=link}
![8 [Translate to Deutsch:]](/fileadmin/user_upload/kerndruck_03.jpg){kind=link}
![9 [Translate to Deutsch:]](/fileadmin/user_upload/kerndruck_09.jpg){kind=link}
![10 [Translate to Deutsch:]](/fileadmin/user_upload/MEDIA_201127_Kunststoff_Exterieur_Geb_3_3_Produktion_Niere_BMW_iX.jpg){kind=link}