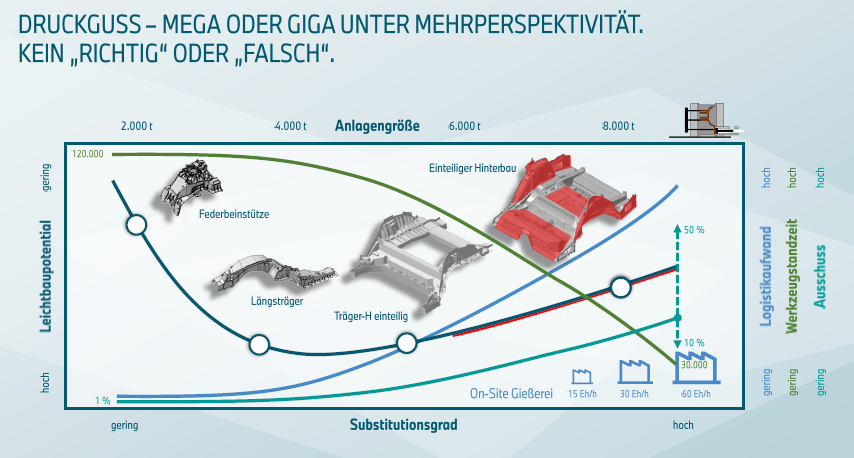
Moreover, while evaluating lightweight potential, other factors such as the requirements for heat treatment and the availability of repair solutions, which are limited for large castings and often costly, must be considered. Logistic costs also rise with increasing component size, suggesting that the foundry might need to integrate more closely with the vehicle plant to justify investment in new die casting systems. The number of systems required largely depends on the vehicle plant's output and the number of variants per line. Several die casting machines are often necessary to ensure a reliable supply to the vehicle line. Due to the large size of components, increased tool wear is expected, leading to more frequent maintenance and a higher number of tools required.
It should be noted that there are currently no compelling advantages for using casting cells with a clamping force greater than 6,000 tons at BMW. The BMW component plant in Landshut operates with a strong supplier network, ensuring the supply to the vehicle plants. At BMW, the focus is more on achieving optimal results with innovations and a great deal of expertise while casting the right material in the right place using the right process.
About BMW Landshut:
At BMW Group Plant Landshut, approximately 3,700 employees produce engine, chassis and body structure components from light metal casting, plastic components for vehicle exteriors, carbon body components, cockpit and equipment scopes, engines and drive shafts. The Landshut plant is the BMW Group's largest component plant worldwide and supplies components to all BMW Group vehicle and engine plants worldwide - and thus for almost every BMW, MINI, Rolls-Royce and BMW Motorrad. The BMW Group Plant Landshut stands for component production characterized by digitalization and sustainability as well as responsible use of resources.
With future-oriented technologies, the BMW Group Plant Landshut plays the role of an innovation driver in the technological transformation of the automotive sector and its supplier industry. At the Lightweight Construction and Technology Center (LuTZ), which is directly connected to the plant, specialists from a wide range of disciplines actively drive the sustainable development of future vehicle models. They are involved in the development processes of new vehicles at an early stage. The BMW Group Plant Landshut is a socially responsible, innovative and attractive employer in the Landshut and Lower Bavaria region.
About Dr. Thomas Kopp and Klaus Sammer
Klaus Sammer has been part of the BMW Group since 1985 and was most recently Head of Planning for Painted Bodywork at the Dingolfing plant and, from 2018 to 2021, Head of Painted Bodywork for the plant under construction in Debrecen (Hungary). He then took over the management of product and process planning for the light metal foundry at the BMW Group plant in Landshut. In addition to his duties in the BMW Group, Sammer is also a member of the advisory boards of various associations.
2001 to 2005: Project Manager - Plant Munich BMW
2005 to 2011: Team Lead Research Development - Plant Munich BMW
2011 to 2015: Head of the department for assembly and total vehicle validation - Plant Munich BMW
2015 to 2018: Head of Planning Body Shop - Plant Dingolfing BMW
2018 to 2021: General Manager Pressshop and Bodyshop - Plant Debrecen BMW
2021 to 2023: Head of Technology Center Foundry, Plant Train Construction, Maintenance and Prototype Construction as well as Product & Process Planning - Plant Landshut
Dr. Thomas Kopp has been with the BMW Group since completing his doctorate in 2016. He is currently responsible for the further development of innovative cast components for future vehicles as Team Coordinator Advanced Development in the Light Metal Casting Technology Center. Previous positions include sub-project manager for production and team leader for quality in gravity and low-pressure casting. In addition to his work at the BMW Group, Dr. Thomas Kopp is also a member of the advisory boards of various associations.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}