
Authors: Nicolas A. Riensch, Thomas Krey, Carolin Wallenhorst
Abstract: The foundry business is driven by harsh quality requirements, strict environmental regulations defining emission thresholds and a high-cost pressure, currently intensifying by skyrocking raw material prices. At the same time, the importance of sustainability aspects and health awareness is getting more and more important. In this context, ASK Chemicals has developed MAGNASET as new generation of furan resins with reduced free furfuryl alcohol content featuring a milder classification and a performance comparable to conventional furan resins. Most recently, ASK Chemicals developed a 2nd generation of MAGNASET with improved storage stability and excellent reactivity.
ASK Chemicals is a world-leading supplier of foundry resources and chemicals for all aspects of the foundry process, including binders for all core manufacturing processes, coatings, feeders, additives, filters, release agents, metallurgical products, and special resins for niche applications. The portfolio covers a broad and innovative range of foundry resins for alle types of applications, specializing in Cold‑Box, Inorganic and NoBake resin technology.
Complex and innovative solutions as well as steady research progress is necessary to satisfy the market demand for improved quality, greater productivity, and environmental characteristics. At the same time, severe guidelines including reduced emissions (BTX and overall emission), consistent high-quality casting (avoid casting defects caused by nitrogen, sulfur, or related species) and sustainability must be met. The steadily increasing demand for efficient and economic solutions in the foundry sector is mainly due to the high-cost pressure – primarily driven by raw material prices, commodity shortages and production costs.
With the invention of PEP SET binder technology in the 1970s, ASK Chemicals has pioneered NoBake technology from then on. ASK Chemicals has a strong background in Furan NoBake (FNB) chemistry and provides customer-made solutions based e.g., on their signature product ASKURAN for several decades. In contrast to phenolic-urethane or ester-curing phenolic systems, which are based on petrochemical components, furan binders are based on furfuryl alcohol, which is a readily available renewable raw material derived from agricultural waste such as corn husks or rice hulls.[1] The depleting stock of petrochemical-derived compounds lead to an increased interest in furfuryl alcohol.
Furan binders have been introduced in the late 1950s and due to their self-curing ability under acidic conditions at ambient temperature (absence of heat), furan binders can be described as first true NoBake binder.[2] In general, FNB systems have a high thermal stability and hot strength as well as excellent shake-out characteristics. They can be used to make all types of metal castings in all sizes ranging from small size castings to large cast parts e.g., rotor hubs of wind power stations.
The chemical backbone
As curing catalyst, aryl sulfonic acids are commonly used. The addition of the catalyst initiates the polymerization reaction which proceeds under chain-growth and cross-linking. In the case for FNB resins, the starting point of the polymerization reaction is between two furfuryl alcohol monomers (FA) to build up a methylene bridge under water formation, resulting in a condensation product 1, still featuring a reactive methylol group (Fig. 1, top part, orange box). Further condensation affords the suggested FNB polymer 2. In comparison, the phenol/novolac resin synthesis proceeds via condensation of phenol P with formaldehyde F to afford the suggested condensation product 3 and suggested polymer 4 (Fig. 1, bottom part). For FNB resins, the addition of formaldehyde is not necessary to kick off the reaction due to the present methylol group both in FA monomer and condensation product 1 (Fig. 1, upper part, orange box).[3]
Environmental and Casting Performance
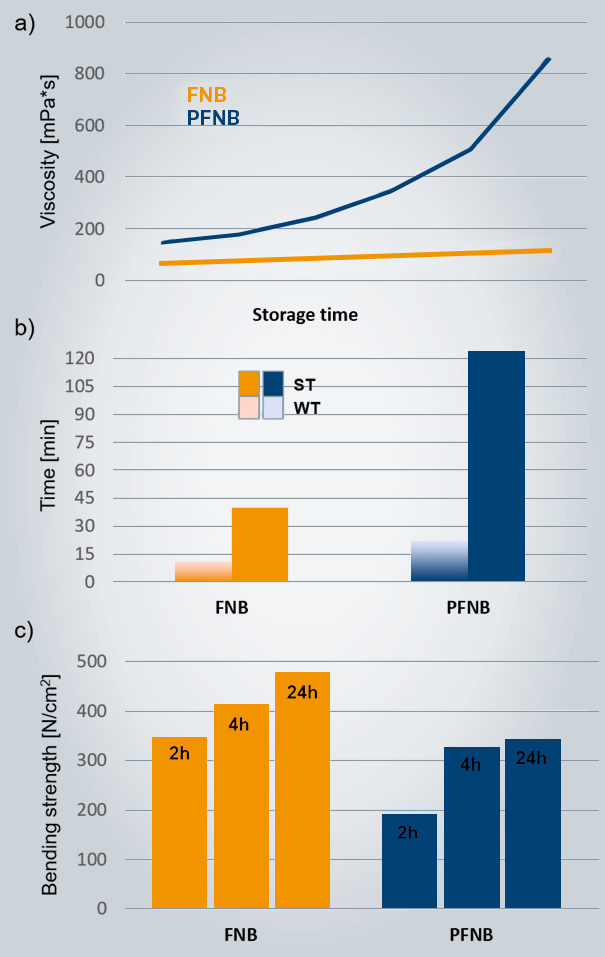
In general, FNB binders purely based on furfuryl alcohol show good performance in terms of environmental acceptability. On the other hand, the produced sand cores and molds indicate a higher tendency to cracking and breaking of the mold during casting and handling due to a lack of flexibility.[2] To enhance tensile strengths and mechanical flexibility as well as the mold handling characteristics of the furan binders, polymers based on urea and formaldehyde are typically added. In recent years, this technology has been referred to as New Furan Technology (NFT).[2b] The modified resins have a similar cure speed as phenolic-urethane systems and feature the environmental and casting quality attributes of furans. Furthermore, these systems show enhanced reactivity and through-cure performance. Under the trademark ASKURAN, ASK Chemicals has developed and steady optimized its FNB portfolio in close collaboration with their customers, providing customer-made solutions for all types of castings. The ASKURAN portfolio also encompasses mixed resins, e.g., furan resol systems such as ASKURAN 925 which indicate excellent thermal stability, a good flowability on the mixed sand and a comparable reactivity to conventional furan systems. In contrast to acid-curing phenol-formaldehyde NoBake (PFNB) resins, FNB and mixed resins indicate an increased storage stability (Fig. 2a) as well as a higher reactivity (Fig. 2b) and better strength development (Fig. 2c).
Reduction of emissions such as BTX, formaldehyde, phenol and furfuryl alcohol has become more and more important due to environmental aspects, health awareness and strong regulations by government decrees (e.g. TA Luft).[4] The challenge foundries are currently facing is to maintain the high level of performance while simultaneously adjusting the resin recipes to fit the permitted threshold values or to invest in technical purification systems. Resins containing more than 40 wt % of free FA must be labelled as toxic including a skull and crossbone symbol. Since standard FNB resins typically contain between 50 and 95% free FA, the classification as toxic affects transport, storage, and handling of these resins (Fig. 3, left). Furthermore, the free formaldehyde content must be as low as possible and should not exceed 0.1%.
New Generation of Furan Resins
In this context, ASK Chemicals has developed the MAGNASET technology as a new generation of low free furfuryl alcohol and low free formaldehyde FNB binders with improved classification (labelling without skull and crossbone) (Fig. 3, right). The casting performance of the new MAGNASET resins is comparable to state-of-the-art furan resins (free FA: 50-95%) despite having significantly reduced free FA contents (<40%), which results in a potential reduction of furfuryl alcohol emissions.
MAGNASET resins can be cured using e.g. acid containing hardener GS II and the reactivity can be easily adjusted by the respective choice and amount of the catalyst. The intrinsic high reactivity of those resins also offers the opportunity to use less reactive catalysts with reduced sulfur content, which ASK Chemicals provide as “RS” hardener series. In combination with the reduced free FA content, the “RS” series has the potential to further decrease overall emissions which has a positive effect on the quality of the manufactured parts as well. The portfolio encompasses a series of resins with tailored properties suitable for all types of casting and customer requests, providing good molding properties and excellent casting surfaces. MAGNASET 5912 LFA is a phenol-free resin with a very low free formaldehyde content (<0.1%) and a medium to high reactivity, which makes it an “allrounder” for all types of castings. As mixed resin, MAGNASET 204 ES LFA offers both low free phenol (< 1.0%) and free formaldehyde contents (<0.1%) with a performance comparable to phenol-free MAGNASET systems.
The reduced FA content as well as the high reactivity of the resin cause a slightly lower storage stability as compared to standard FNB resins, however, the stability is still superior to phenolic resins. Recent research activity has focused on an improvement in this topic and a new generation of MAGNASET furan resins was developed, combining the advantages of potential lower emissions with enhanced storage stability and lower viscosity.
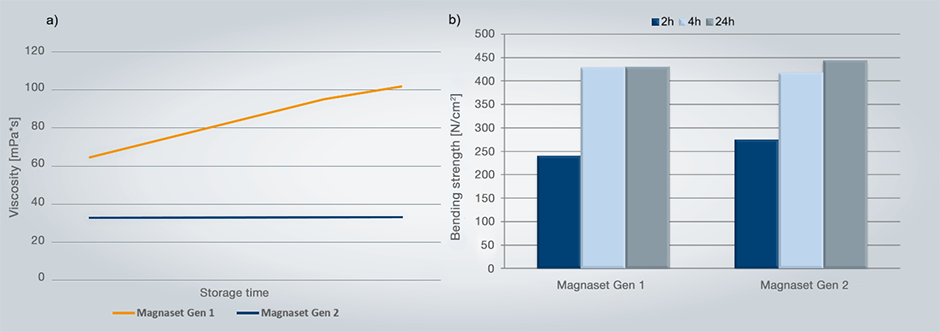
Lab application tests with our new products indicate an improved storage stability as well as comparable reactivity to the first MAGNASET generation. The viscosity values of the new MAGNASET resins (MAGNASET Gen 2) remain on a constant low level (Fig. 4a, blue line), while the values of MAGNASET Gen 1 resins slowly increase (Fig. 4a, orange line) during storage at ambient temperature over a long period of time. High reactivity and excellent strength development were obtained, which is comparable to standard furan resins and MAGNASET Gen 1 (Fig. 4b). Furthermore, the 2nd generation has an optimized work- to strip time ratio.
Summary and Outlook
The MAGNASET technology can be seen as a sophisticated solution to the foundries’ demand for more sustainability and more health awareness while maintaining a good casting quality. The technology combines the advantages of a milder classification with the potential of emission reduction while offering equal performance. Despite having a free FA content below 40%, the reactivity is comparable to standard furan resins with a free FA content between 50 and 95%. This high reactivity can be used to further lower overall emissions by sulfur reduction through choosing a sulfur-reduced catalyst. The products provide universal applicability for all types of casting and show excellent molding properties and casting surfaces. Both MAGNASET generations show high reactivity and strength development, while the Gen 2 resins additionally feature improved storage stability as well as an optimized work time/strip time ratio.
More information: www.ask-chemicals.com







{kind=link}
{kind=link}