
![[Translate to Deutsch:]](/fileadmin/user_upload/11-08-22-Slider_Reichle_neu.png "[Translate to Deutsch:]")
Das schwäbische Familienunternehmen Reichle Technologiezentrum GmbH aus Bissingen an der Teck schafft es bis zu 95 % aller Ausschussteile, verursacht durch Fehlstellen, Lunker, Poren, Porennester und Risse instand zu setzen.
Die immer komplexer werdenden Bauteilgeometrien der Gussteile in Verbindung mit steigenden Qualitätsanforderungen der Endkunden sorgen bei vielen Gießereien oder Systemlieferanten für zunehmende Schwierigkeiten mit Fehlstellen, Lunkern, Poren, Porennestern, Rissen, o. ä. Diese Merkmale sind insbesondere an mechanisch bearbeiteten Flächen ein qualitatives K. O.-Kriterium, was zum Wiedereinschmelzen und damit zur Vernichtung von eigen- oder fremderbrachter Wertschöpfung führt. Dies führt nicht selten sowohl bei den Gießereien selbst als auch bei den mechanischen Bearbeitern oder OEMs zu hohen Ausschusskosten, Lieferengpässen oder im schlimmsten Fall sogar zu Produktionsstillständen und Strafzahlungen.
Die Reichle Technologiezentrum GmbH hat sich genau auf diese Fälle spezialisiert, um die Ausschusskosten im Gussbereich deutlich zu senken und Lieferengpässe proaktiv zu vermeiden. Mit diesem Konzept ist das schwäbische Familienunternehmen heute zu einem der europaweit größten Dienstleister im Bereich der Gussteileinstandsetzung mittels Laserschweißen geworden.
Die motivierte Belegschaft des Familienunternehmens setzt jährlich auf einer Fläche von ca. 2.500 m2 mehr als 300.000 Gussteile im Mehrschichtbetrieb instand.
Das schwäbische Unternehmen bearbeitet dabei legierungsunabhängig sämtliche Gussteile, angefangen von kleineren Verbindungs- und Fahrwerksteilen, tonnenschweren Zylinderkurbelgehäusen bis hin zu Bauteilen für Elektromobilität wie Batteriegehäusen oder Statorträgern. Bei allen Bauteilen und Prozessen steht dabei immer eines im Vordergrund: die Wirtschaftlichkeit. Die Herstellungskosten jedes instandgesetzten Bauteils liegen in der Regel deutlich über den Bearbeitungskosten zur lnstandsetzung.
,,Wir setzen teils Pkw-Zylinderkurbelgehäuse instand, bei denen der Bearbeitungspreis lediglich 6 % der Herstellkosten ausmacht. Hierfür sind jedoch spezielle Laserschweißtechniken und rationelle Serienprozesse notwendig ", berichtet Marco Reichle, Geschaftsführer der Reichle Technologiezentrum GmbH.
Dem Unternehmen zufolge schätzen die Kunden aus ganz Europa die hohe Kosteneinsparung sowie die langfristig hohe Qualität der instandgesetzten Gussteile. Ein auf die lnstandsetzung folgendes mechanisches, maschinelles Bearbeiten ist nicht mehr notwendig - die Gussteile unterscheiden sich nahezu nicht von Gutteilen und können direkt als i. O.-Teile an die Kunden ausgeliefert werden. Hierfür beschäftigt das Unternehmen speziell ausgebildete Oberflächentechniker, die nahezu sämtliche maßlichen Anforderungen einhalten können.
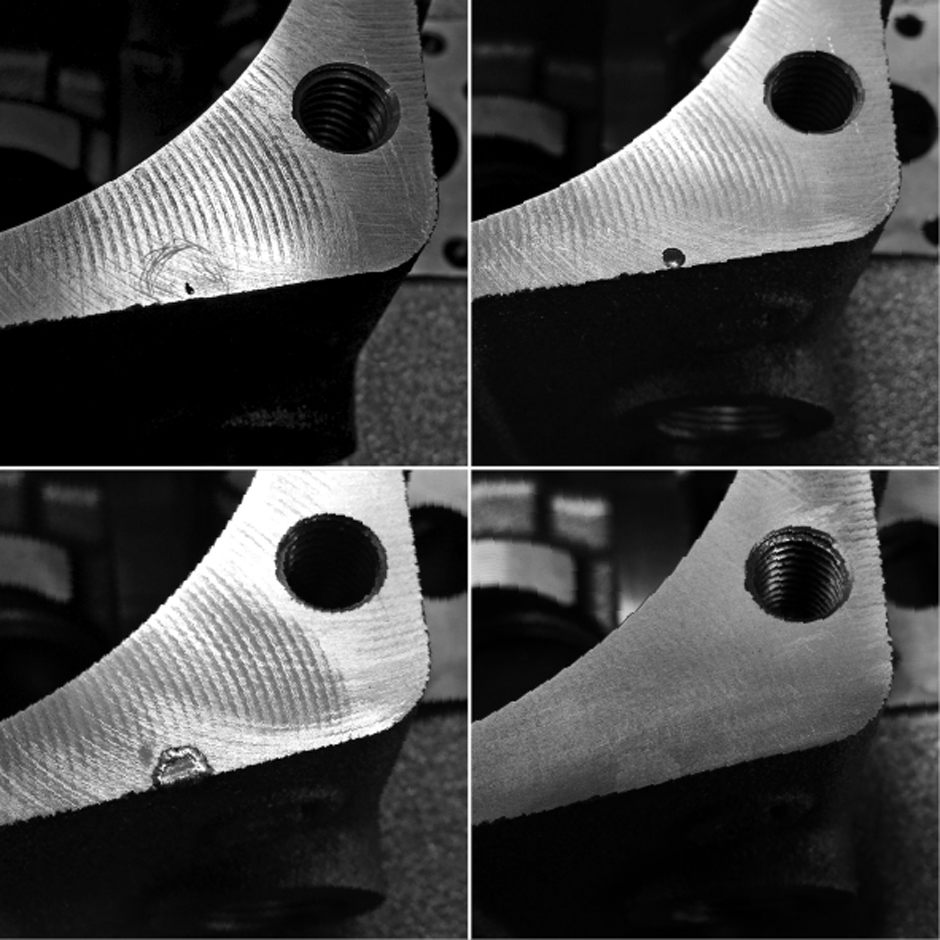
Die schadhaften Gussteile werden angeliefert, dann folgen flexible und auf den jeweiligen Kunden abgestimmten interne Prozesse: Dazu zählen unter anderem Sortier- und Kommissionierarbeiten, Rissprüfung, Fehlstellenanalyse, fachmännisches Aufschleifen der Fehlstellen, Schweißen der Fehlstellen, Lunker, Poren, Risse, etc. mittels spezieller Laserschweißtechniken und teils eigens entwickelten Spezialschweißzusätzen sowie die maßhaltige Nacharbeit der lasergeschweißten Positionen oder die Einlagerung und Logistik.
Das Laserschweißen an Gussteilen hat Reichle zufolge weder technische noch optische Nachteile im Vergleich zu Gutteilen, an denen nicht geschweißt wurde. Das beschriebene Verfahren eignet sich insbesondere an mechanisch bearbeiteten Flächen, kann jedoch auch an Rohkonturen oder gerissenen Wandungen eingesetzt werden. Eine Wärmebehandlung der Gussteile ist aufgrund des speziellen Laserschweißens und einer immens geringen, zu vernachlässigenden Wärmeeinflusszone nicht mehr notwendig.
Zu dem unabhängig vom Gießverfahren volumenmäßig am stärksten instand gesetzten Gussteilen bei Reichle zählen unter anderem Zylinderkurbelgehäuse, - köpfe und -kopfhauben, Getriebe-, Kupplungs- und Pumpengehäuse sowie Ölwannen sowohl fur den Pkw-, Nfz- und Lkw-Bereich als auch für die Schiffs- und Flugzeugindustrie bzw. für den Maschinenbau. Dabei entfallen ca. 60 % auf Aluminium und Magnesium und 40 % auf Gusseisen mit Lamellengraphit (GJL), Gusseisen mit Vermiculargraphit (GJV) und weitere Legierungen.
Das Unternehmen kann bei der Bearbeitung auf knapp 20 Schweißanlagen zurückgreifen, wodurch kurzfristig auf Sonderbedarf reagiert und umgerüstet werden kann, um insbesondere kundenseitige Lieferengpässe oder drohende Bandstillstände abwenden zu können. Dadurch kann eine große flexible Kapazität gewährleistet werden und durch teilautomatisierte Verfahren selbst kleine Gussteile wirtschaftlich instandgesetzt werden.
Das Pufferkonzept des Unternehmens ermöglicht es Gießereien und mechanischen Bearbeitern auf Sonderschichten aufgrund zu hoher bzw. allgemeiner Ausschussraten zu verzichten. Eine einmalige Vorlaufproduktion reicht aus: Sie wird bei der Reichle Technologiezentrum GmbH instandgesetzt und eingelagert. Sobald eine erneute Anlieferung von Ausschussteilen erfolgt, werden im gleichen Zuge instandgesetzte Gussteile zurückgeschickt, wodurch die Kunden innerhalb kürzester Zeit wieder Gutteile im Bestand haben. Darüber hinaus reduzieren sich die direkten Ausschusskosten und oftmals auch die indirekten Produktions- und Logistikkosten.
Die Reichle Technologiezentrum GmbH übernimmt zudem eine Fehlstellenanalyse, mit deren Hilfe in enger Abstimmung mit den Endkunden Änderungen und Optimierungen an Formen vorgenommen werden - so können beispielsweise Konturänderungen sowie Materialausbrüche in Druckgießformen aufgeschweißt und verschliffen bzw. gefräst werden. Angeboten wird auch das Verdichtungsstrahlen von Druckgießformen, um die Standzeit zu erhöhen.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}