
The Swabian family-owned company Reichle Technology Centre from Bissingen/Germany manages to repair up to 95% of all rejects caused by defects, blowholes, pores, pore nests and cracks.
The ever more complex component geometries of cast parts, in conjunction with the increasing quality requirements of the end client, are causing many foundries or system suppliers increasing difficulties with defects, blowholes, pores, pore nests, cracks or similar. These characteristics are qualitative exclusion criteria, especially on mechanically machined surfaces, which lead to remelting and thus to the destruction of self-produced or externally produced added value. This frequently leads to high defective costs, supply shortages, or, in the worst cases, even production stops and financial penalties, both for the foundries themselves and for the mechanical processors or OEMs.
The Reichle Technology Centre has specialised in precisely these cases in order to significantly reduce defective costs in the casting sector and proactively avoid supply bottlenecks. With this concept, the Swabian company has become one of Europe's largest service providers in the repair of cast parts by means of laser welding.
The motivated workforce of the family-owned company repairs more than 300,000 cast parts annually on an area of approx. 2,500 m2 in a multiple-shift operation.
Thereby, they process all types of cast parts, regardless of alloy, ranging from smaller connecting and chassis parts, motor blocks weighing several tonnes, to components for electromobility, such as battery housings or engines for electric vehicles. For all components and processes, one factor always has priority: economic efficiency. The manufacturing costs of each repaired component are usually significantly higher than the machining costs for repair.
,,We sometimes repair car motor blocks where the machining price makes up only 6% of the manufacturing costs. However, this requires special laser welding techniques and streamlined series processes," says Marco Reichle, CEO of the Reichle Technology Centre.
According to the company, customers from all over Europe appreciate the significant cost savings as well as the long-term high quality of the repaired cast parts. Mechanical machining following the repair is no longer necessary - the cast parts are virtually indistinguishable from good parts and can be delivered directly to the client as good parts. For this purpose, the company employs specially trained surface technicians who can comply with almost all dimensional requirements.
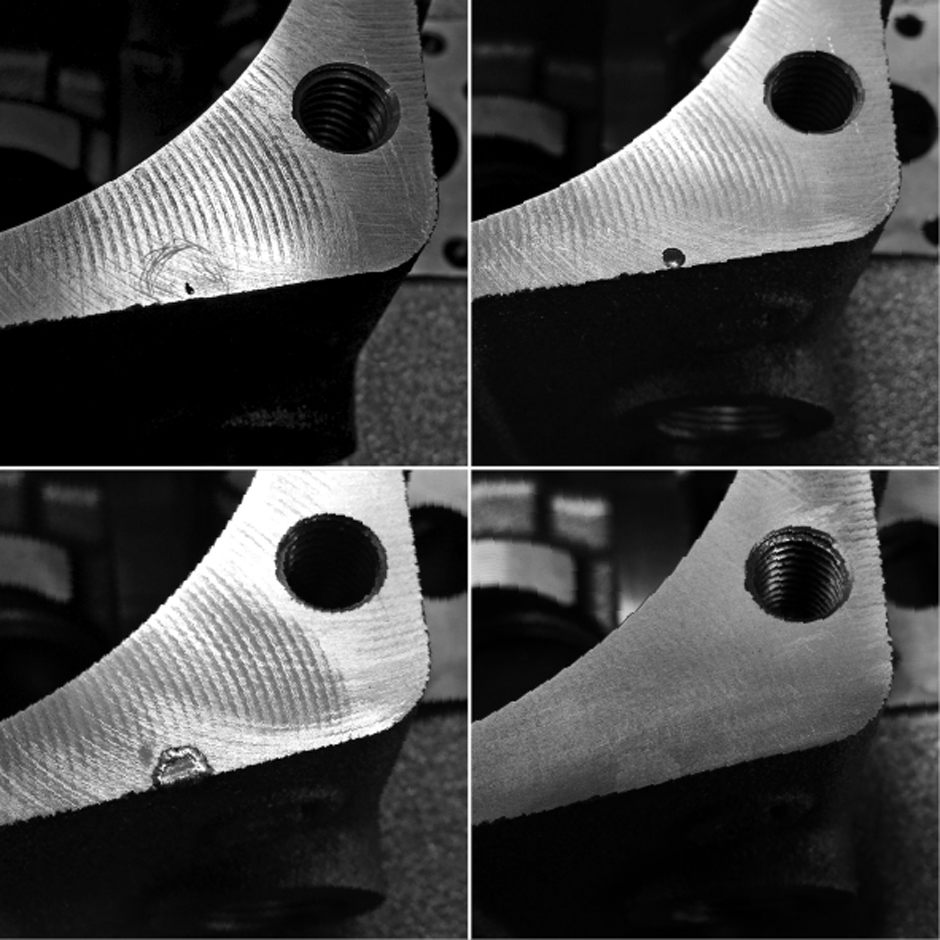
As soon as the defective cast parts are delivered, flexible internal processes tailored to the respective client follow: Among other things, this includes, sorting and commissioning work, crack inspection, defect analysis, expert milling out of the defects, welding of the defects, blowholes, pores, cracks, etc. using special laser welding techniques and special welding additives, some of which were developed in-house, as well as the dimensionally accurate reworking of the laser-welded items or storage and logistics.
According to Reichle, laser welding on cast parts has neither technical nor optical disadvantages compared to good parts on which welding was not performed. The process described is particularly suitable on mechanically machined surfaces, but can also be used on raw contours or cracked walls. Due to special laser welding and an immensely small, negligible heat-affected zone, heat treatment of cast parts is no longer necessary.
Irrespective of the casting process, the cast parts most repaired by Reichle, in terms of volume, include motor blocks, cylinder heads, cylinder head covers, gearboxes, clutch and pump houses as well as oil pans for automobile, commercial and truck sectors just as for the shipping and aviation industries or mechanical engineering. Aluminium and magnesium account for approximately 60% while cast iron with lamellar graphite (GJL), cast iron with vermicular graphite (GJV) and other alloys account for 40%.
The company can draw on almost 20 welding systems for processing, which means that it can react to special requirements and retool at short notice, to avert customer supply bottlenecks or impending line stoppages. This ensures a large flexible capacity and even the economic repair of small cast parts through semi automated processes.
The company's buffer concept enables foundries and mechanical processors to dispense with extra shifts due to excessively high or general defective rates. A one time advance production is sufficient: It is repaired and stored at the Reichle Technology Centre. As soon as a new delivery of rejects is made, repaired cast parts are returned in the same course, so that within a very short time, the clients have good parts in stock again. In addition, the direct defective costs and often also the indirect production and logistics costs are reduced.
The company also undertakes a defect analysis, with the help of which modifications and optimisations can be made to moulds in close consultation with the end clients - this way, for example, contour changes as well as material breakouts in die casting moulds can be welded and ground or milled. Compression blasting of die casting moulds is also offered to increase the lifetime.
Source: www.reichle.de


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}