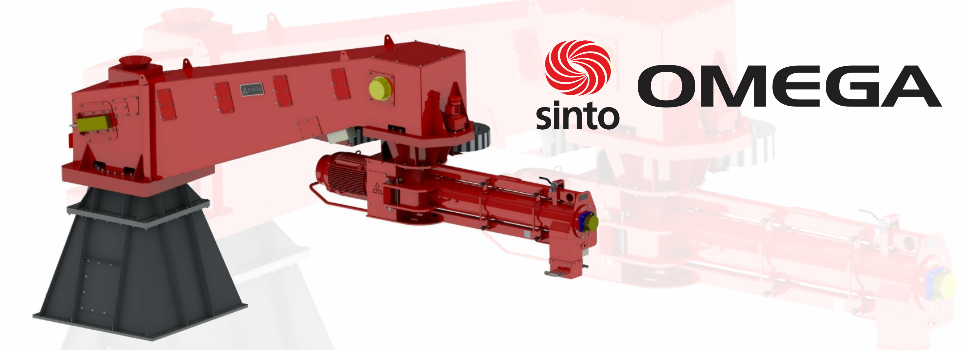
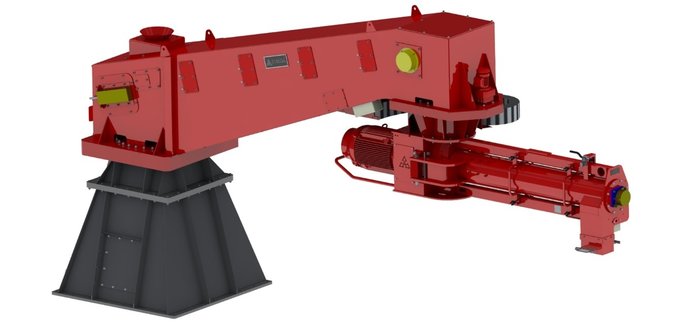
Spartan 4-series Belt Articulated Mixer
With the Spartan 4-series of mixer there are many features that are supplied as standard – air injection for all chemical inlets, full set of tungsten carbide tipped mixing blades, variable speed main shaft drive motor, built-in fume extraction ducting, increased thickness of trough doors, programable AC drives on all pumps, leak-free magnetic drive catalyst/hardener pumps and fully comprehensive HMI with material consumption logging – to name but a few!
But the main function of any continuous mixer is to mix sand with a resin and either a catalyst or a hardener (depending on the process used), as well as sometimes 2 or 3 additional liquids or dry powders. This task must be completed within 3 to 5 seconds and must be carried out with almost zero wastage and full control of the additives.
The continuous mixer must produce a consistently homogeneous mix, have the ability to produce small batches or long continuous runs of mixed sand at the touch of a switch, all mixed sand must be of good quality, chemical additions must be at the absolute economical minimum, the mixer must be easy to maintain and of course user friendly.
When a mixer does not perform to the required levels of quality, then typical indicators in the mould are ‘spotting’, ‘striation’ and ‘marble effect’ which will ultimately lead to casting defects if not resolved immediately.

Marble effect
The main variables of a continuous mixer that need to be controlled are Sand Flow, Chemical Addition and Mixing Efficiency. Of course, with the latest Spartan mixers we have all of these bases covered, but if further ‘fine tuning’ or improvements to an old mixer are required then Omega Sinto Foundry Machinery Ltd offers the ‘add-on’ technology to easily monitor and control these three variables.
Sand Flow
Each type of sand addition entering the mixer should be monitored and regulated, such as – new silica sand, reclaimed silica sand and or speciality sand (Chromite, zircon and olivine) additions. These can be regulated either by a precision pneumatic sand selection gates or an electrically actuated gate with infinite aperture control known as a ‘Smart Gate’.
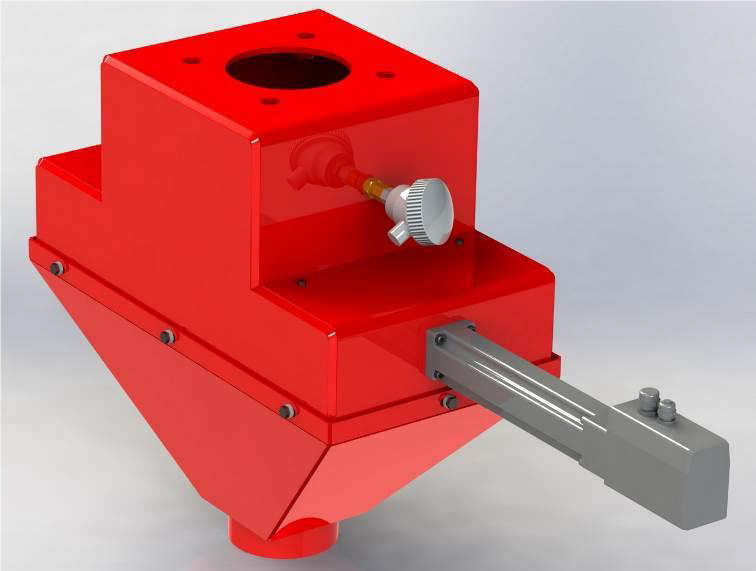
Smart Gate
Also, the quality of each sand before it enters the mixer – such as LOI and fines content is important. This is primarily a function of the sand reclamation equipment to classify the sand prior to sending to the continuous mixer. But if this is unreliable or simply not possible, then a fluidised bed before the mixer entry point is advisable. This could be in the form of a fluidised bed sand heater (mentioned in detail below), or a small sand classifier unit.
The flow rate into the mixer is very important as it is often considered a constant, when in reality it is far from that. Sand flow monitoring is possible with the ‘Sand Genie’ continuous sand weighing system. A deflector plate just before the mixer inlet will provide a digital readout of real-time sand flow. This can then be linked to the chemical pumping system to ensure that the correct mix recipe is always used. It is also a good indicator of any sand blockage in the sand feed system to the mixer.

Finally, the sand temperature into the mixer is important as many of todays no-bake binders are temperature sensitive. Sand temperature can be controlled by using a fluidised bed ‘Sand Heater’ which will pre-heat the sand to a given temperature before entering the mixer and maintain the temperature during mixing. This is particularly important when a consistent sand temperature feed to the mixer cannot be guaranteed.

Sand Heater
Chemical Addition
Then we come to the continuous mixer itself, as the mixer must have pre-programmed recipes for use with core or mould, good control of the chemical addition rates, air injection at the entry point to the mixing trough and must be easy to calibrate and monitor.
The latest Spartan mixer has plc control with HMI (Human Machine Interface) that will enable the operator or supervisor to monitor and adjust if necessary the sand and chemical addition. Mixer condition as well as material usage (all sands and chemicals) is also available. Also, the mixing quality (first and last sand as well as general mixing quality) can be controlled from the HMI.
Although the Spartan’s chemical pumps are all positive displacement gear pumps with ‘on-demand’ pump controls, Omega Sinto offers additional flow monitoring and control technology that can be added on to any mixer as well as ‘auto-pump calibrate’. These systems can monitor and self-adjust to pre-set parameters and ensure the minimum level of chemical consumption and the maximum level of mould quality and consistency.

Flow Monitoring
Mixing Efficiency
There are two main types of mixing blade employed by Omega Sinto. The first is the ‘Half Moon’ blade used on the Spartan 3-series mixer, which is the most common and ideal for fragile sands and also high viscosity binders.
The second type is the ‘Turbo Blade’used on the Spartan 4-series mixer, which is good for high silica content and rounded sand grains. It is also good for lower viscosity binders. The Turbo blade is double sided to provide twice the blade life of other mixers.

Turbo Blade
Whichever type of mixing blade is selected, subject to the type of sand and chemical to be mixed, Omega Sinto have designed these blades to give the maximum mixing efficiency together with extended lifetimes (guaranteed) and easy maintenance. Even the HMI will indicate when the blades require replacement.
Finally, the Spartan mixer is equipped with in-built maintenance alarms, so that preventative maintenance can be employed, or warnings can be given when a key component needs to be replaced – such as a main bearing or mixing blade. Also, cloud-based monitoring systems are available so that Omega Sinto can diagnose any problem with the equipment and either send replacement parts or provide product updates via the internet.
In summary, the Spartan continuous mixer or it’s add-on technology is available for all types of foundry and their associated budget and there is no reason why all foundries should not benefit from the latest technology built into today’s continuous mixer from Omega Sinto.