
Abstract
Further development of technologies of making the moulding and core sands will be strictly limited by rough requirements due to natural environment's protection. These tendencies are becoming more and more tense until such grade, that even processes that from technological point of view fulfill high requirements of foundry industry, must be replaced by more ecological solutions. Hence, technologies using synthetic resins as binding materials will be limited.
The article presents predictable development tendencies of moulding and core sands. The increasing role will be noticed by the inorganic substances, including silicate binders with significantly improved properties such as improved knock-out properties or higher reclamation strength. Other interesting solutions can be also moulding sands bound by geopolymer and phosphate binders or salts and also binders based on degradable biopolymers. These tendencies are documented by authors of this article, with their own researches pointing the usefulness of these binders.
Key words: moulding sands, core sands, development tendencies
Introduction
Foundry - one of the oldest in our civilisation - techniques of making the metal products requires preparing the foundry mould to receive the valuable casting. Once upon a time - a noble craft and a mystical art, today the technology built with knowledge and high requirements, which according to efficiency, production's quality and requirements of natural environment's protection, still puts some serious challenges in front of foundrymen. The significant majority of castings is being produced in one-time ceramic moulds. Moulds made of moulding and core sands.
Each casting is expected to fulfil the following conditions: set up utilitarian properties, high dimensional accuracy and great smoothness of surface. Whereas the first of these conditions depends mainly on the type of foundry alloy, and precisely on its' structure, the other two are the function of quality of mould and foundry cores. There are many criteria and many divisions of core and moulding sands. Among them, the division proposed by D. Boenisch, supplemented by P.Jelinek (1) characterises with simplicity and essential explanation. This classification divides moulding sands into three generations, depending on the type of binding material:
Ø I generation - moulding sands, where clay is the binding material,
Ø II generation - moulding where adhesive glue is the binding material,
Ø III generation - moulding sands without binding materials, known also as moulding sands bound by physical factors,
Ø IV generation - moulding sands bound with biotechnological factors.
Further development of technologies of making the core and moulding sands is strictly limited with rigorous requirements connected to natural environment's protection. These tendencies are intensified to such extent, that even processes which from decades prove correct in production processes, such as flammable protective coatings or moulding sands to the method of lost wax moulding with ethyl silicate, must be replaced with more ecological solutions. Thus reasonable is discussion over the further development directions of core and moulding sands.
What future tendencies can be? Surely, technologies using synthetic resins as binding materials will be limited. Inorganic substances including silicon binders will increase their meaning. Their low harmfulness for environment is connected however with technological problems, such as low knock-out properties, low ability to reclamation. Further interesting solutions can be also moulding sands bound with biopolymers, phosphates and salts.
This article presents the selected works of authors devoted to new solutions for moulding sands, pointing on their usefulness for industrial practice.
1. Moulding sands with silicone binding agents
These binding agents belong to colloidal solutions. The disperse system (sol) characterises itself with large number of elements with large surface energy, which leads to high thermo-dynamical instability. The base are micellas in intermicellar water environment. Properties of sol depend on salvation, parts' dimension - their decomposition and size of load. Taking into consideration sodium silicates, which are mostly met in foundry practice, ions Na+ are situated in the adsorption and diffusion layer of micellas and in intermicellar environment. Water appears in three forms: as free water in intermicellar environment (Ww), strongly bound in internal adsorption layer of liosphere (W1) and water bound in external diffusion layer (W2). Total content of water:
W = Ww + W1 + W2
For example, total content of water in water glass with module M = 2,3 is:
W1 = 7,8 %, W2 = 23 %, Ww = 9,5 %
To be able to use alkaline silicates as moulding binders, it's necessary to implement the conversion of colloidal solution sol - gel. It can be led with chemical hardeners, when gel is created as a result of irreversible reactions and with a help from physical hardening, when gel is a result of reversible reactions. Chemical hardening is faced in the process of fast-binding moulding sands (classical process: water glass - CO2) and in process of loose self-hardening moulding sands (with loose and liquid hardeners).
The advantage of reversible processes of dehydration is significantly higher strength of moulding sands relatively to processes of chemical hardening. This advantage is used by physical hardening, allowing to receive the high strengths by minimal usage of binder, so minimal content of Na2O.
The interesting direction is using the new generation of inorganic binders (after year 2003) designed for moulding sands hardened by technology Hot-Box and Warm-Box, with hot air or microwaves [2]. Thus here can be mentioned the usage of modified alkaline silicates in technology INOTEC [3], AWB [4], CORDIS [5], CAST CLEAN [6], DILAB [7], DESIL - J [8] and others.
1.1. Moulding sands with water glass
The most important group of moulding sands with silicone binders are moulding sands with hydrated sodium silicate popularly called moulding sands with water glass. Unfortunately their basic disadvantages are low knock-out properties and low ability to mechanical reclamation. Many scientific centres elaborate the topic of producing such moulding sands with water glass, that will ensure the good knock-out properties and first of all the higher ability to mechanical reclamation.
Placed below results of researches are the results of long period works of authors concerning the moulding sands with water glass.
Water glass owes its properties to hydration, so the adsorption of the parts of dissolvent on its surface. Coagulation of water glass can be run with different chemical combinations such as for example: alcohols, phenols, esters, aldehydes, acids. These compounds create the connections with water glass, that however do not transmit the proper higher properties to moulding sands. In presence of monohydrogen alcohols, sodium alcoxide is being created. However it can not be the deciding element of binding because from the point of view of stoichiometry the content of alcohol is insufficient [1]. It was noticed, that creation of 10% sodium ethyl comes along with the strengthening of moulding sand. Hence the process of hardening of moulding sand must be considered from the physic-chemical point of view as the reaction of dehydration colloidal solution, deciding about the formation of base phase - gel. Taking this view into consideration, the hardening will be the faster the bigger will be the dehydratation ability of additives [1,9-10].
Due to the fact that moulding sand needs to have specific life, it is necessary that ions H+ go through to the intermicellar solution with low speed and in constant way, which is ensured by usage of esters. Esters are organic compounds created as a result of reaction between acid and alcohol.
In foundry practice, the most frequent are loose self-hardening moulding sands with water glass hardened with the substances based on esters of acetic acid. Gradually secretive acetic acid reacts with NaOH with emission of sodium acetate, which in later stadium of hardening, crystallises, strengthens gel Si(OH)4 with creation of crystals CH3COONa·3H2O.
According to literature's data [1] and own researches, created as a result of reaction, compound CH3COONa·3H2O accumulates in the process of mechanical reclamation resulting in the decrease of moulding sand's technological properties. Moreover, this compound is responsible for plastic state appearing in case of bigger moulds or cores. Such state can cause moulding sand's own deformation and in unfavourable conditions even destruction of moulds or cores [1, 10].
1.1.1. Method of improving the knock-out properties of moulding sands with water glass
Among many methods described in literature, especially interesting is a method of improving the knock-out properties of moulding sands by insertion the new additive. As a result of wide-spread search according to chemical composition and structure, a new additive called Glassex was chosen. Under this name there are properly chosen fractions and types of expanded perlite, which showed the best influence on properties of tested moulding sands [11].
Within the frames of technological researches, influence of Glassex additive on basic technological properties was defined, including bending strength, permeability and wear resistance of tested moulding sands [11]. Moulding sands with following compositions were taken to researches:
Quartz sand - 100 parts by weight
Water glass 145 - 3 parts by weight
flodur 3 - 0,3 parts by weight
Glassex - 1,0 parts by weight.
Exemplary results of researches are presented on figures 1-2.
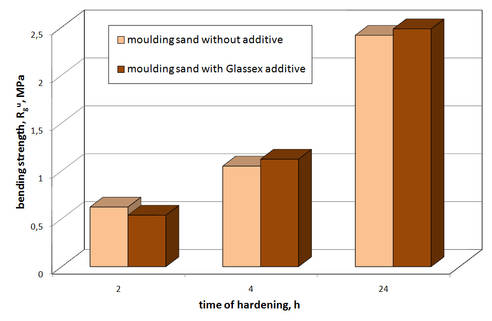
Fig. 1. The influence of Glassex additive on bending resistance of moulding sand with water glass [11].
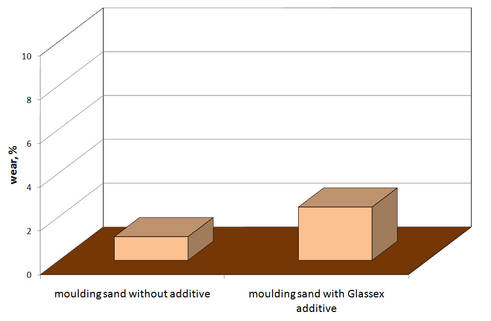
Fig. 2. The influence of Glassex additive on wear resistance of moulding sand with water glass [11].
As Fig.1 shows, the bending strength of moulding sand with the new additive do not differ from the moulding sand without an additive. Fig.2 shows the wear resistance of moulding sand with Glassex is lower which will be the point of further researches.
As the first method of estimation of knock-out properties, the trial of knock-out properties of moulding sands according to PN-85/H-11005 was used. Moulding sands without an additive and with Glassex additive were taken into consideration [11]. Shape blocks from researched moulding sand and from moulding sand without an additive, were placed as cores in experimental mould and poured with cast steel with the temperature of 1450oC. After cooling, castings were softly knocked out of mould and put to the test of knock-out properties. Received results are presented on figure 3.
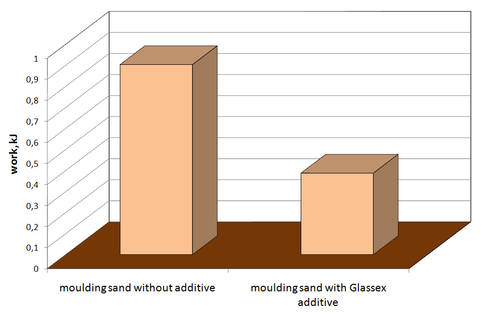
Fig. 3. The influence of Glassex additive on knock-out properties of moulding sand with water glass in accordance with Polish Norm PN-85/H-11005 [11].
As it can be seen, the usage of a new additive improves the knock-out properties of moulding sand. The work of knock-out of moulding sand with Glassex is more than two times lower than work of knock-out of moulding sand without additive. To confirm the conclusions, as a second method of describing the knock-out properties of moulding sand, was chosen the measure of retained strength Rctk [11]. The results of researches are presented on figure 4.
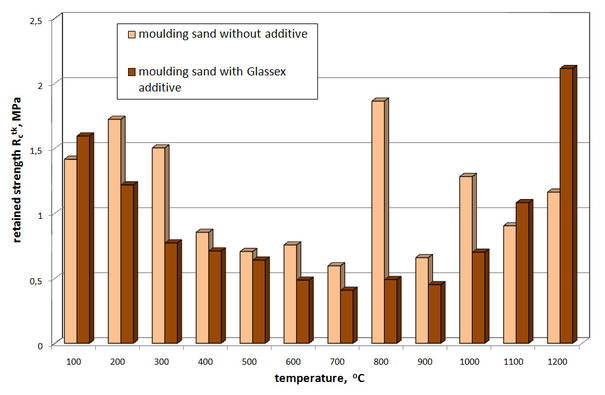
Fig. 4. The influence of Glassex additive on retained strength of moulding sand with water glass [11].
As it can be seen on presented figure, after using the new additive, the significant decrease of values of final strength was reached. Moreover, there can be seen a very interesting movement of the II maximum into the direction of higher temperatures, which occur in minimal degree in real moulding sands.
Such a result of experiments led to the will of explanation of mechanism of phenomena occurring in moulding sands after insertion of a new additive. These researches were taken into account.
The researches included infrared spectroscopy [10], researches of topography of moulding sands' surface [10], analysis of chemical composition [10], X-ray researches [10], researches of thermal deformation of moulding sands [10] and researches of hardening's kinetics [12]. On basis of this data, it was said, that responsible for such influence of Glassex additive can be contained in its composition Al2O3, and especially its very reactive phase g-Al2O3, occurring in high temperatures. This phase lowers the expansion of moulding sand, stabilising phase a-SiO2, and at the same time is improving the knock-out properties of moulding sand [1, 13-14]. On Figure 5 there is presented the influence of Glassex additive on moulding sand's expansion, expressed by change of volume of tested cylindrical samples [11, 15].
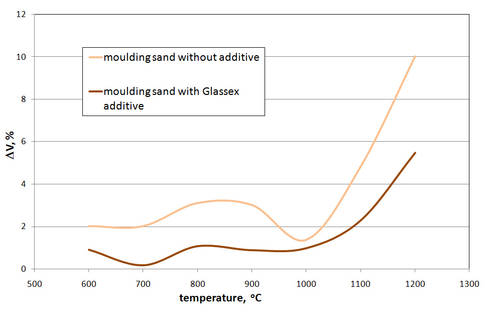
Fig 5. The influence of Glassex additive on the expansion of moulding sand with water glass [11].
Presented results of examination showed, that insertion of Glassex additive into moulding sands, stops the expansion of moulding sands in higher temperatures and at the same time lowers the internal stresses in moulding sand, which results in improving its knock-out properties.
1.1.2. Improving the quality of reclamation sand from moulding sands with water glass created in ester technology
The first stage of examination was to define the influence of sodium acetate on properties of moulding sands based on reclamation sand (Fig.6-7) [11]. This compound appears in used moulding sand and reclamation sand, when there are being used previous hardeners containing esters of acetic acid.
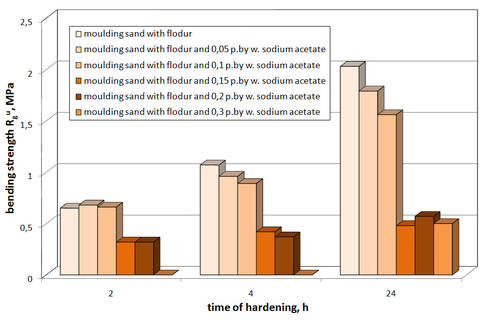
Fig. 6. The influence of sodium acetate on bending resistance of moulding sand with water glass and with flodur hardener [11].
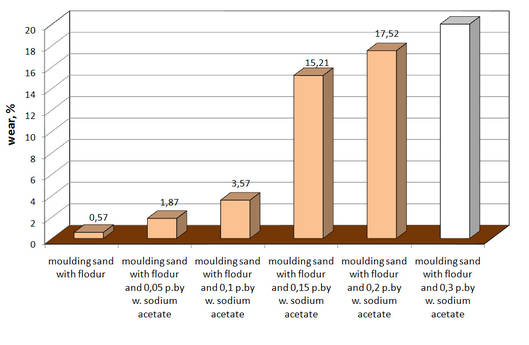
Fig. 7.The influence of sodium octane on abrasion of moulding sand with water glass and with flodur hardener [11].
From presented figures there come out both an intensive, negative influence of content of sodium acetate on strength and wear resistance of moulding sands containing reclamation sand and also a conclusion, that the limit content of sodium acetate should not exceed 0,10%. Using even very effective systems of reclamation it would be difficult to fulfil this condition. According to that, there were carried the trials to elaborate an ester hardener of a new generation, based on esters of propylene carbonate:
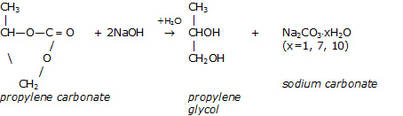
Enlarged share of sodium carbonate in reclamation sand (after dry reclamation) doesn't create such unfavourable influence on quality of reclamation sand.
Within the frames of examination, there was elaborated a new hardener based on esters of carbon acid and there was defined its' influence on wide spectrum of technological properties of moulding sands with water glass [11]. Within the frames of this very publication there were presented the examinations of bending strength and working time of moulding sands with new hardener. New hardener was called ixional SD. The results of researches were compared with results received for moulding sand hardened with flodur hardener, based on esters of acetic acid.
Moulding sands with following composition were taken into examination:
Quartz sand - 100 parts by weight
Water glass 145 - 3 parts by weight
flodur 3/Ixional SD - 0,3 parts by weight.
As seen on figure 8 - the usage of new hardener based on esters of carbonic acid increases the kinetics of hardening process of moulding sands with this hardener [16]. So, hardener ixional SD can be classified as „fast" hardener. It has advantages because there was reached higher resistance after 2 and 4 hours of hardening. Unfortunately, the consequence of that is the lower resistance of moulding sand after 24 hours of hardening. By high temperatures (for example during summer) or in case if the moulding sand requires a long working time, this binding can be too fast. This disadvantage was eliminated by insertion into the hardener a slowing agent based on glycerol triacetate - figure 9 [17]. It allows easily regulation of the speed of hardening the moulding sand, depending on needs of particular foundry plant.
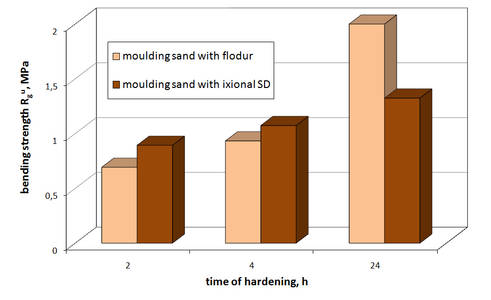
Fig. 8. Comparison of influence of hardening time on bending strength of moulding sand with flodur hardener and ixional SD hardener [16].
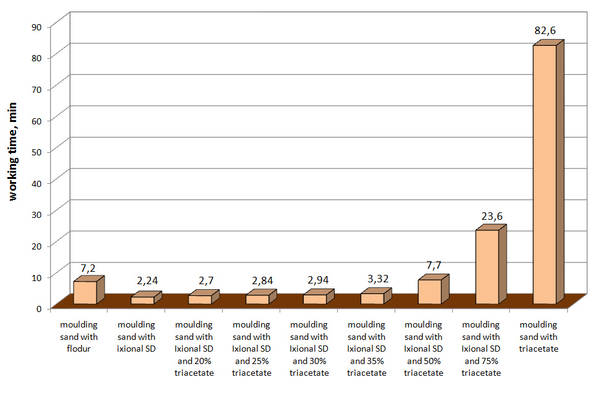
Fig. 9. The influence of additive of glycerol triacetate on working time of moulding sands with ixional SD hardener [17].
The mentioned works show, that there are big possibilities of limiting the unfavourable features of moulding sands with water glass, so bad knock-out properties and low reclamation effectiveness. New ester hardener as a result of reaction with water glass, does not create sodium acetate, being a cause of poor quality of reclamation sand from moulding sands with water glass. New hardener was put into operation in few Polish foundries.
2. Moulding sands with geopolymers
There are also the alternative solutions using inorganic binders to produce the moulding sands. The example of such interesting solution are moulding sands with geopolymer binder [18-19]. Geopolymers belong to alkaline aluminosilicate. These are materials containing silicon, aluminium and alkaline element such as sodium or potassium. In nature there exist such materials as zeolites. Geopolymers aren't being created as a result of geological processes, but they are being received synthetically. They are called geopolymers due to the fact that their composition is similar to composition of natural minerals.
Geopolymers are in the centre of attention of many branches of industry. The materials can be interesting also for foundry branch. Few years ago in France, there appeared a binder based on geopolymers, designed to special applications (cores for pressure castings, castings with merged metal parts etc.)
Hardened with esters, self-hardening moulding sands based on quartz sands contained from 6 to 7% of geopolymeric binder.
Other solution is - created in Czech Republic - new inorganic binding system benefiting from inorganic geopolymeric binder to self-hardening moulding sands, which are designed for production of common moulds and cores [19].
Geopolymer is an inorganic polymer based on silicon and aluminium. The polymer is created by the chains of tetrahedrons SiO4 and AlO4 (Fig.4). The properties of binder depend on proportions of these components and on the way of preparing the geopolymer.
Fig.4. Geopolymer created by tetrahedrons SiO4 i AIO4 [18].
Geopolymer binder, used currently to preparation of self-hardening moulding sands, is a clear, sticky liquid, with a low grade of polymerisation.
As a result of hardener's activity, the grade of polymerisation is increasing and it comes to creation of polymer with a high binding ability. To harden the self-hardening moulding sands with geopolymer binder few hardeners are being used, which let regulate the working time of self-hardening moulding sands within the range from 1 to 90 minutes.
The course of polymerisation of this binder totally differs from gelling of water glass. Water glass, as a result of activity of ester hardener, creates after expiration of incubation period, practically in the same moment - gel. In one moment solid, elastic gel is being created, in which the whole liquid phase is closed. In time when gel protrudes, there happens a phenomenon called as syneresis, during which liquid phase separates out of gel. The amount of separated liquid hesitates from 10-11 % and depends on the contents of free water in colloidal solution.
In case of geobinder, as a result of hardener's activity it comes to gradual polymerisation, which causes a successive increase of liquid's viscosity and its' conversion into solid substance - polymer. In this case it does not lead to syneresis. The result of the polymerisation process is still inorganic polymer of typical structure. The difference between geopolymer and gel of water glass is seen also in range of type of mechanical destruction of moulding sand. Whereas moulding sand with water glass is a typical representative of moulding sands with cohesive character of destruction, moulding sand with geopolymer binder is characterised with adhesive destruction (typical for moulding sands with synthetic resins). The content of geopolymer hesitates within the range from 1,6 - 1,8 parts by weight, which guarantees the bending strength at about 1,8 MPa. Significantly lower content of water and the character of binder have influence on better susceptibility of moulding sand and its ability of mechanical reclamation.
3. Moulding sands with phosphate binders
Group of moulding sands, that were the topic of intensive scientific researches, are the moulding sands with phosphatic binders. The basic binding element of these moulding sands are phosphates, most often the liquid aluminium phosphate, water-soluble. The second element of binder, playing the role of hardener is powdered oxide of metal. To such oxides belong: CuO, FeO, Fe2O3, MgO, NiO. Usually powdered magnesium oxide (MgO) and seltener ferric oxides are used.
The type (variant) of the process are moulding sands with the compositions, in which are used (ortho) phosphoric acid H3PO4 and powdered metal oxides (FeO, Fe2O3, MgO) or magnesium silicate [9, 20].
Phosphates are the salts of (orto)phosphoric acid H3PO4, containing pentavalent phosphorus. There are: neutral phosphates having general formula Me3PO4, hydrogenphosphates (V) Me2HPO4 and dihydrogenphosphate (V) MeH2PO4, whereas the previous ones are mostly water-soluble. Heating of hydrogenphosphates (V) leads to receiving the diphosphate (V) Me4P2O7. Heating of dihydrogenphosphate (V) leads to receiving the metaphosphate (V) Me4P4O10. Ortophosphate (V) are not a subject to change during heating. Some of phosphates have an ability to polymerisation (poliphosphates). These are the substances ranging mainly metatetraphosphates (V) and ortophosphates (V) and hydrogendiphosphates (V).
In Poland, it is known the phosphatic moulding sand with Glifos-C binder. Glifos-C binder (aluminium-chromic phosphate) is received in liquid state through activities of aluminium hydroxide Al(OH)3 and chromium trioxide CrO3 on diluted (orto)phosphoric acid [9, 20]. Inserting the formaldehyde CH2O into cooled, earlier prepared mixture causes decreasing the valency of chromium from Cr6+ to Cr3+. Created in such way aluminium-chromium phosphate belongs to the best and most known combined phosphatic binding agents. Chemical composition of Glifos-C binder corresponds roughly with formula:
Al2O3 × 0,2Cr2O3 × 3P2O5 × nH2O
Aluminium-chromic phosphate has a whole series of qualities, such as better adhesion with many l compounds, greater stability of glass structure and binding properties, possibility of higher strength properties, and higher melting temperature. Aluminium-chromic phosphate has also greater fire resistance and - what is important from the practical point of view - very stable properties, even after 12 and more months of storage. Glifos-C binding agent is an amorphous, inflammable, viscous, thick, transparent - in thin layer -liquid with acid reaction, with consistency similar to water glass. Glifos-C is a hygroscopic binding agent in non-bound state; after hardening it does not dissolve in water. Total water-solubility is reached among others through heating of bound compositions until temperature above 300oC, where occurs the total overreaction of binding agent with neutralizers and the separation of acid.
Self-hardening phosphate moulding sands characterise themselves with very favourable set of technological and utilitarian properties. This moulding sand characterises itself with very accurate mapping of surface, insignificant friability, insignificant gas production (in temperature of 1200oC - 7,5 mg/l, by very favourable kinetics of emission of gases, significantly decreasing the possibility of gassing of castings) and very good knock-out properties. On basis of the researches taken into consideration in another publication, it can be said that using the self-hardening phosphate moulding sands is ecologically-safe [9]. Also other authors' own publications focus on the mechanism of binding the loose phosphate moulding sands [9].
Below, there is presented the figure of evaluation of knock-out properties of moulding sand with phosphate binder in comparison to moulding sand with water glass with the same contents of binder (fig.11). Values of retained strength were taken for the measure of knock-out properties. As it can be seen, moulding sand with phosphate binder characterises itself by great knock-out properties.
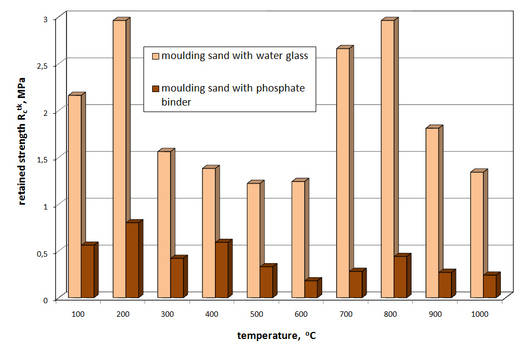
Fig.11. Influence of temperature on change of retained strength of moulding sand with water glass and moulding sand with phosphate binding agent [9].
It is also necessary to be aware of the fact, that from the point of view of strength in ambient temperature, this moulding sand has relatively low strengths what unfortunately limits its usage to moulds and cores, which are subject to great mechanical load.
Their main advantages are total harmlessness for environment, very good knock-out properties and high ability to reclamation. Technology requires further researches, to take into account the factors which have influence on both the process of their hardening and received final technological parameters.
4. Moulding sands with biopolymer binders
Used until now, the organic binding agents on basis of synthetic resins, characterise themselves with good technological properties but also generate large emission of harmful substances. That is why, the current scientific researches lead to gradual replacing the binding agents received from petrochemical stocks, with polymeric biocomposites coming from renewable resources. It is coherent with the conception of sustainable development which is one of the priorities of policy of European Community. Despite many advantages, the market of biopolymers and biocomposites, is quite small in comparison to the market of petrochemical materials. It is being forecasted however, that within the next upcoming years, the biodegradable polymers will cover 10% of world's market of polyolefines used in agriculture and for packaging (packages). The increase of production of polymers of natural descent will be possible thanks to improvement of production's processes, and what comes along with it: decrease of biopolymers' prices [21]. Biopolymers are the fully biodegradable polymers, so fully processed by micro-organisms CO2, water and humus. Polymer is called biodegraded if it is totally decayed by bacteria in water or in soil, in conditions of controlled composting within 6 months. There are two main types of biopolymers [21]:
§ Natural biopolymers - these occur in living organisms and are produced by them. To this group belong hydrocarbons and proteins (such as polysaccharides). Lignin and natural rubbers are also natural biopolymers. The substances being produced by living organisms include poly-hydroxy-acids such as PHB, PHV, PLA, and PGA.
§ Artificial biopolymers - occur as a result of polymerisation of substance coming from renewable resources. These are most often aliphatic polyesters created from monomers PHB, PGA, PLA or PHV. As artificial biopolymers are also called macromolecular compounds created by petrochemical industry or from petrochemical polymers after adding to them degrading agents to cause their biodegradability [21].
Polymers received form renewable resources have still insignificant share in market of polymeric materials, but their world production grows very rapidly (11-19% annually), making it one of the fastest developing branch of agrochemical industry in countries of Americas, Europe and Japan [21, 22].
The biggest hopes for making a progress in using the renewable resources to production of macromolecular materials are connected to dissemination of biochemical methods in synthesis of monomers and some classes of polymers [23]. Growing interest in aliphatic polyesters, such as polylactide, polycaprolactone, poly(hydroxyalkanoates) and aliphatic-aromatic polyesters results mainly from the possibility of using them to production of biodegraded packages and other short-life products. In this light, it is important to start the researches focused on using the biopolymers to produce moulding sands.
As a result of search of producers of polymeric binders on the market, there were found following materials, which led to application of researches: PHB, CA, PCL, PLA, PLGA, PLA1, PLA2. Moulding sands with following composition were taken into researches :
Quartz sand - 100 parts by weight.
PHB, CA, PCL, PLA, PGLA - 1,67 parts by weight.
PLA1, PLA2 - 2,0 parts by weight.
The results of researches are presented on Figure 12.
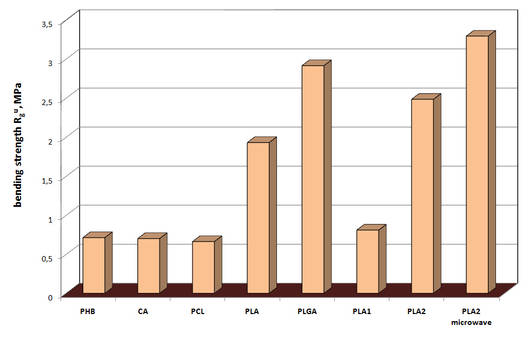
Fig. 12. Comparison of bending strength of moulding sands with biopolymer binders [24].
The researches showed, that the higher bending strength has moulding sand with biopolymer binder PLGA and PLA2, hardened both in the air and with the usage of microwaves. As it can be seen, obtained strengths predestine these binders to usage in foundry practise [24].
Within the frames of applied researches, there was also a definition of ability to reclamation of moulding sands with biopolymeric binders PHB, CA, PCL, PLA, PLGA, PLA1, PLA2. For comparison, typical loose self-hardening moulding sand with furfuryl resin was taken into researches. Researches let put in order the moulding sands from the point of view of reclamation. They proved a big ability to mechanical reclamation of moulding sand with polymers, much bigger than in case of moulding sand with furfuryl resin. Among the moulding sands with biopolymers, moulding sand with PHB [25] had the best ability to reclamation.
Moulding sands with biopolymers were valued also from the point of view of harmfulness for environment [26].
Emission of gases as a result of heating, has significant meaning for two reasons:
1. Emitted gases and rising toxic dusts can pollute the air in human work's environment, becoming a serious danger for his health and life.
2. Penetrating the foundry mould, they reach the surface of division metal-mould and can react with liquid metal, which leads to creation of many defects on the surface of casting.
Harmfulness for environment is a topic of many researches. The main interest is put into hydrocarbons from benzene group (BTEX) and on polycyclic aromatic hydrocarbons (PAHs). Within the frames of work, there were carried out researches of changes of composition of gases, emitted from moulding sand during heating. Researches were applied with usage of multifunctional device for investigation of surface properties of liquid alloys. Construction of device lets constantly register the changes of content of residual gases by using the quadrupole mass analyzer Prisma QMS-120 from Pfeiffer company, in conditions of high vacuum (HV).
Moulding sand with following composition was taken into researches:
Quartz sand - 100 parts by weight.
Biopolymer PLA - 2 parts by weight.
For comparison, also loose self-hardening moulding sand with furfuryl resin (called furan moulding sand) with following composition was taken into researches:
Quartz sand - 100 parts by weight.
Phenol-furfuryl resin - 1,1 parts by weight.
Hardener (aqueous solution of PTS acid) - 0,55 parts by weight.
Exemplary results of researches are presented on figures 13 and 14 [26].
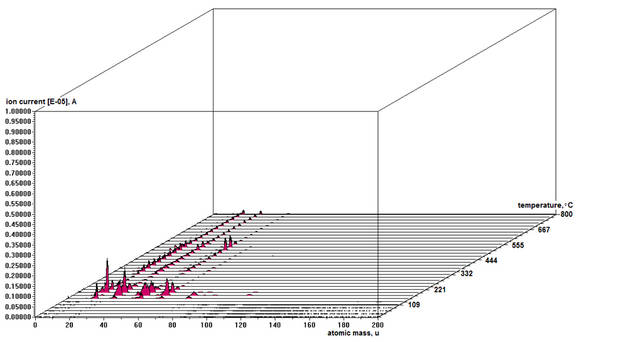
Fig.13. Analysis of generated gases during the heating of moulding sand with PLA biopolymer [26].
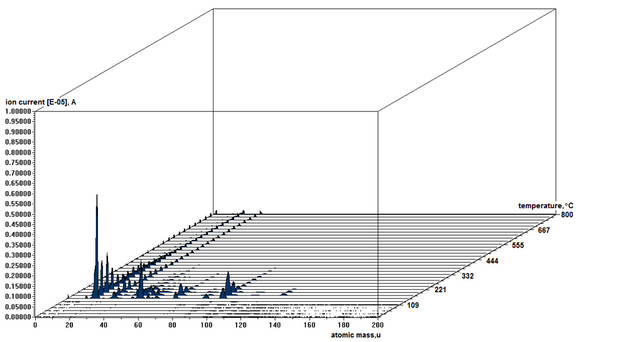
Fig.14. Analysis of generated gases during the heating of moulding sand with Kaltharz resin. [26].
Applied researches showed that from the moulding sand with biopolymer binder are generated gases with significantly lower concentration of harmful substances. These gases do not contain benzene i toluene (from BTEX group), and the concentration of xylene is inconsiderable. Moreover they do not contain naphthalene, acenaphthylene, fluorene and anthracene from PAHs group.
5. Moulding sands with binders based on salt
At the International Foundry Fair GIFA 2003 in Dusseldorf, the Laempe Company presented new inorganic binder Laempe Kuhs Binder [27, 28]. This binder on basis of inorganic salts, mainly in MgSO4 solution gives the moulding sand the proper strength. The speed of binding the cores results from the speed of dehydration of moulding sand. That is why the apparatus for production of cores heats the moulding sand to the temperature of circa 80oC, before shooting the moulding sand into core box with temperature of 120 - 160oC. The cycle of cores' production depends on their volume and amounts from 10 to 80s.
High strengths - comparable with classical process Cold-Box, allow produce cores for castings made of not only Al and Cu alloys, but also cast iron and cast steel. These cores are water-soluble, which allows total re-circulation of salt from solution. Very favourable ecological conditionings appeal to quality of this technology. The main fault of this technology is a possibility to deactivate the bentonite with Mg2+ ions in case if these cores are used to moulds with humid moulding sands with bentonite.
Clean, inorganic salts, pressed under high pressure, were used in foundry practise for a long time, for production of cores for die casting of Al alloys. High water-solubility of cores, high smoothness of castings' surface by lack of penetration phenomenon, ecological usefulness and recycling of salts - these are the main advantages of this technology.
Application of this method for casting the alloys with higher pouring temperature (above 650°C) was the object of many works [29, 30]. There were used moulding sands with different types of salts (KCl, NaCl, Na2CO3, K2CO3) and compositions of salts with other grains (ZrSiO4, SiO2, Al2O3). Their goals were to:
- Increase the strength of cores,
- Increase the strength in high temperatures,
- Replace the high-pressured pressing with thickening with a help from shooting into cold or warm core box, to improve the crystal power of binding the salt with other binders (alkaline silicates, synthetic resins) with keeping their good water-solubility.
Table 1. Types of mechanical properties of pressured cores (56 MPa)
Type of salt | Bending strength [MPa] | Density [g/cm3] | Bending strength [MPa] | |
In temperature 650°C | At cold, after heating in 650°C/1 h | |||
KCl | 8,53 | 1,902 | 6,77 | 6,34 |
NaCl | 5,89 | 1,866 | 3,69 | 6,35 |
KCl + ZrSiO4 | 7,2 | 1,970 | 8,92 | 7,77 |
NaCl + ZrSiO4 | 4,26 | 2,080 | 2,89 | 6,80 |
6. Conclusions
The applied analysis of possibilities of using the binders of inorganic character and ecological binders on basis of polymers or salt shows that there are great possibilities of elaborating the technologically useful systems of binding the moulding sands, fulfilling the high requirements of foundries as well as being eco-friendly. Systems shall still be the researched object in scientific centres.
Prof. Ing. St. M. Dobosz, Ph.D. - AGH University of Science and Technology, Faculty of Foundry Engineering, Department of Moulding Materials, Mould Technology and Foundry of Non-ferrous Metals, ul. Reymonta 23, 30-059 Krakow; e-mail:dobosz@agh.edu.pl
Ing. Katarzyna Major-Gabryś, Ph.D. - AGH University of Science and Technology Krakow, Faculty of Foundry Engineering, Department of Moulding Materials, Mould Technology and Foundry of Non-ferrous Metals, ul. Reymonta 23, 30-059 Krakow; e-mail:katmg@agh.edu.pl;
Prof. Ing. Petr Jelinek, CSc, Dr.hc; VŚB - Ostrava University of Technology, FMMI Foundry Department; e-mail:petr.jelinek@vsb.cz.
REFERENCES
1. JELINEK P.: Pojivové soustavy slévárenských formovacích směsí, Ostrava 2004
2. JELINEK P.: Rozwój spoiw anorganicznych do utwardzania mikrofalowego, Mat. VIII Konferencji Odlewniczej TECHNICAL, 2005, s. 5
3. WALLENHORST C. et. al.: Steuerung der Prozessstabilität bei der anorganischen Kernfertigung Giesserei, 97, 2010, No. 12, s. 58
4. WOLFF A., STEINHÄUSER T.: AWB - an environment- friendly core production technology, Giesserei 91, 2004, No. 06, s. 80-84.
- LŐCHTE K., BOEHM R.: Cordis: Das anorganische Bindemittelsystem - Eigenschaften und Erfahrungen, Giesserei, 92, 2005, No. 03, s. 68
6. KOOYERS T.J.: Das anorganische Bindersystem Cast Clean, Giesserei - Praxis, 2007, No. 5, s. 185
7. JELÍNEK P.: Co nového přinesla GIFA 2007, Slévárenství, 2007, č. 8/9, s. 338
8. JELÍNEK P., ŠKUTA R.: Pojiva pro termickou konverzi sol-gel na bázi alkalických silikátů, Slévárenství, 2006, č. 1., s. 14
9. DOBOSZ ST.M.: Woda w masach formierskich i rdzeniowych, Wydawnictwo Naukowe „AKAPIT", Kraków 2006.
10. MAJOR-GABRYŚ K.: Masy ze szkłem wodnym o zwiększonej wybijalności, Praca doktorska, AGH, Kraków, 2007.
11. MAJOR-GABRYŚ K., DOBOSZ ST.M.: Sypkie masy samoutwardzalne z uwodnionym krzemianem sodu i ciekłymi utwardzaczami estrowymi. Polska Metalurgia w latach 2006-2010. Komitet Metalurgii Polskiej Akademii Nauk. Wydawnictwo Naukowe AKAPIT, Kraków 2010, s. 328
12. MAJOR-GABRYŚ K., DOBOSZ ST.M., ZYCH J.: Kinetyka wiązania mas ze szkłem wodnym i nowym dodatkiem Glassex, Materiały XXIX Konferencji Naukowej z Okazji Święta Odlewnika 2005, Kraków 2005, s. 107
13. SYČEV I.S.: Elaboration of moulding sands with good knock-out properties, Litejnoje Proizvodstvo, 1965, nr 6, s. 31
14. JELINEK P.: The influence of Al2O3 on knock-out properties of moulding sand with water glass, Sbornik vedeckych praci Vysoke skoly banske v Ostrave, Rocnik XIV, cislo 6. Ostrava 1968.
15. MAJOR-GABRYŚ K., DOBOSZ ST.M.: High-temperature expansion and knock-out properties of moulding sands with water Glass, Archives of Foundry Engineering, Vol. 7, 2007, Issue 1, s.127
16. DOBOSZ ST.M., MAJOR-GABRYŚ K.: Nowe aspekty w stosowaniu mas ze szkłem wodnym, Materials Engineering SK, Vol. 13, 2006, No. 3, s. 14
17. MAJOR-GABRYŚ K., DOBOSZ ST.M.: A new ester hardener for moulding sands with water glass having slower activity, Archives of Foundry Engineering, Vol. 9, 2009, Issue 4, s.114
18. NOVOTNY J.: Masy samoutwardzalne z geopolimerowym układem wiążącym, Mat. VIII Konferencji Odlewniczej TECHNICAL 2005, s. 111
19. BURIAN A., ANTOŠ P., HRAZDERA M.: Geopolymerni pojivovy system a vlasnosti pojivove obalky zrn. Vyzkum a vyvoj ve slevarenstvi, 2005, s. 200
20. LEWANDOWSKI J.L.: Tworzywa na formy odlewnicze. Wyd. Akapit, Kraków, 1997.
21. KUCIEL S., LIBER-KNEĆ A., ZAJCHOWSKI S.: Biokompozyty na osnowie termoplastycznej skrobi lub mieszaniny polilaktydu ze skrobią napełniane włóknami naturalnymi, POLIMERY 2009, 54, 2009, nr 10, s. 667
22. MOHANTY A.K., MISRA M., DRZAL L.T.: Natural fibres, biopolymers, and their biocomposites, CRC Press UK 2005, s. 896; 592
23. FLORJAŃCZYK Z., DEBOWSKI M., CHWOJNOWSKA E., ŁOKAJ K., OSTROWSKA J.: Polimery syntetyczne i naturalne w nowoczesnych materiałach polimerowych, Cz.I - Polimery z surowców odnawialnych i nanokompozyty polimerowe, POLIMERY 2009, 54, 2009, nr 10, s. 611
24. MAJOR-GABRYŚ K., DOBOSZ ST.M., JAKUBSKI J.: Thermal deformation of moulding sands with biopolymer binders, Archives Of Foundry Engineering, Vol. 10, 2010, Issue 4, s. 129
25. MAJOR-GABRYŚ K., DOBOSZ ST.M, DAŃKO R., JAKUBSKI J.: Ocena zdolności do regeneracji mas ze spoiwami biopolimerowymi, Archives Of Foundry Engineering (w druku)
26. MAJOR-GABRYŚ K., DOBOSZ ST.M., JAKUBSKI J.: The estimation of harmfulness for environment of moulding sand with biopolymer binder based on polylactide, Archives Of Foundry Engineering, Vol. 11, 2011, Issue 1, s. 69
27. LAEMPE J.: Formen und Kerne auf mineralischer Basis, Giesserei-Erfahrungsaustausch, 2003, 7, s. 265
28. KUHS B.: Inorganic binders in the foundry industry, Giesserei-Rundschau, 54, 2007, s.19
29. KANEKO Y., MORITA A.: New developments in water soluble salt cores for die casting, Transactions of the 6th SDCE international die casting congress. Cleveland, Ohio. 16. - 19.November 1970, paper No. 91
30. JELÍNEK P., MIKŠOVSKÝ F., ADÁMKOVÁ E.: Foundry cores from inorganic salts, Technológ, roč. II, 2010, s. 90
