
Why Thermally Reclaim?
Today’s modern foundry is under increasing pressure not only to reduce costs but to reduce its impact on the environment, whilst at the same time improve and maintain it’s casting quality.
One of the ways of meeting these requirements is to invest in sand reclamation. Whilst most foundries now have mechanical reclamation, many are looking to further reduce costs and invest in Thermal reclamation to get as close to 100% reuse levels as possible.
Thermal Reclamation Applications
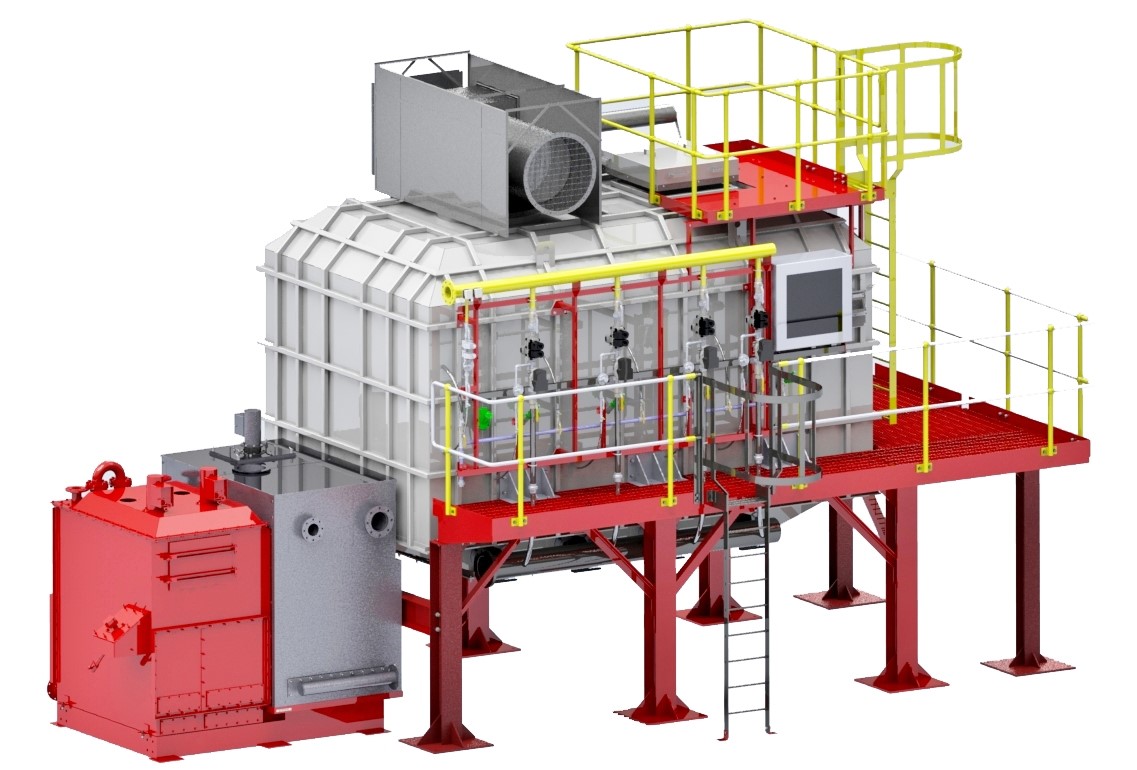
In the thermal processing of sand, a 100% of all binder and other organic materials are removed by oxidation. Firstly, the sand from the mechanical reclamation plant will pass through a cleaning tower which basically removes any metallic particles prior to entry into the furnace. The furnace itself is a fluidised bed design with a gas and air mixture providing the fluidising medium and igniting on the sand bed surface via pilot gas nozzles. Typically, a Thermal unit will run on natural gas or LPG and operate at temperatures of between 670C and 720C depending on the type of binder used.
In most cases sizing of the thermal will equate to the amount of new sand purchased by the foundry per week which is then divided by 5 days and 24 hours which equates to the continuous operation of the thermal unit and is run on a ‘campaign’ rather than switching off and on frequently which is less efficient.
The lowest maintenance thermal on the market?
Omega is pleased to offer a unique 3-year warranty on the burners and lining. This is made possible by the patented ‘Dead Bed’ system, which also ensures total heat insulation and therefore lower running costs. This is due to the ‘Dead Bed’ providing protection for the insulation from sand erosion caused by the moving processed sand.
Low gas consumption
Low running costs are achieved through a combination of the excellent insulation of the furnace with the ‘Dead Bed’ system as well as a heat recovery module after the furnace that takes the heat from the hot sand as it leaves the furnace and reintroduces that heat as hot air into the fluid bed section of the furnace. This means that the fluidising air is always hot, leading to lower gas consumption.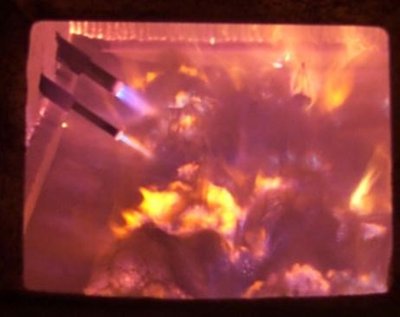
View inside the furnace showing the ‘proof’ burners and the
‘dead bed’ protecting the lining.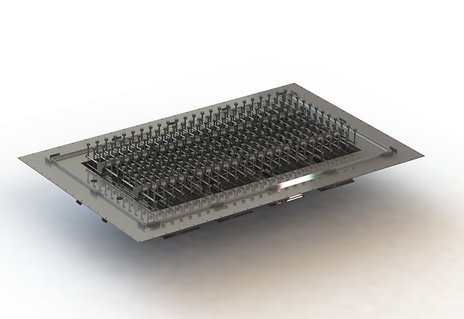
The ‘bubble cap’ burners are located in the bottom of the furnace and
will last for many years
Best for the environment - the thermal that meets all global emissions standards
Unlike competitors models the Omega thermal is sized on LOI V throughput which ensures that there is enough oxygen available to get full combustion. This combined with a freeboard retention of 2 seconds ensures the VOC’s meet all global emission requirements.
Safety is also of prime concern so multiple safety systems are employed to monitor fluid bed ignition, temperatures for every component (including dust collector) and level of sand available for processing. Also, a full touchscreen HMI with status and fault-finding indications is provided.
Experts in the reclamation of Alaine Phenolic binders
For the Alkaline Phenolic system, a special inhibitor must be pre-mixed with the sand to prevent the Alkaline salts causing low temperature fusing of sand grains. Omega has significant experience in this field and can provide the mixing and monitoring equipment to ensure that the additive is applied correctly.
The additive day tanker with flow monitoring system and volumetric dispenser/mixer
Conclusion
Thermal reclamation has been around for many years but it has now reached a point where it is cost effective, economic, reliable and therefore a viable solution for most foundries. With over 150 installations worldwide Omega is the ‘No1’ choice







{kind=link}