

Customer :
Noel Village (Integrity Castings)
Doncaster
UK
The foundry produces castings in over 200 compositions of carbon, alloy & stainless and nickel based alloys. They supply to the petro-chemical, oil & gas industry as well as structural, offshore, tunnelling, mining and steel plant applications.
Equipment Supplied :
Chromite Separation Plant
The Aim
The customer had a single rare earth drum magnet that was used to remove as much chromite sand from the reclaimed silica sand as possible (prior to thermal reclamation) and then dispose of. The intention was to invest in new equipment in order to recover as much good quality chromite sand as possible from the moulding sand so that it can be effectively re-used at the mixer.
The Problems Faced
Chromite sand is para-magnetic, that is it is only slightly magnetic and cannot be effectively removed by standard rare earth magnets without contamination of metal and silica. Even with a series of drum magnet separators, what tends to happen is that there is always a carry-over of silica sand making the quality of the reclaimed chromite poor and only suitable for dumping.
The Solution
Omega installed a system that provides up to 99% pure reclaimed chromite sand by using a combination of drum magnet separators and a fluidised density separator.
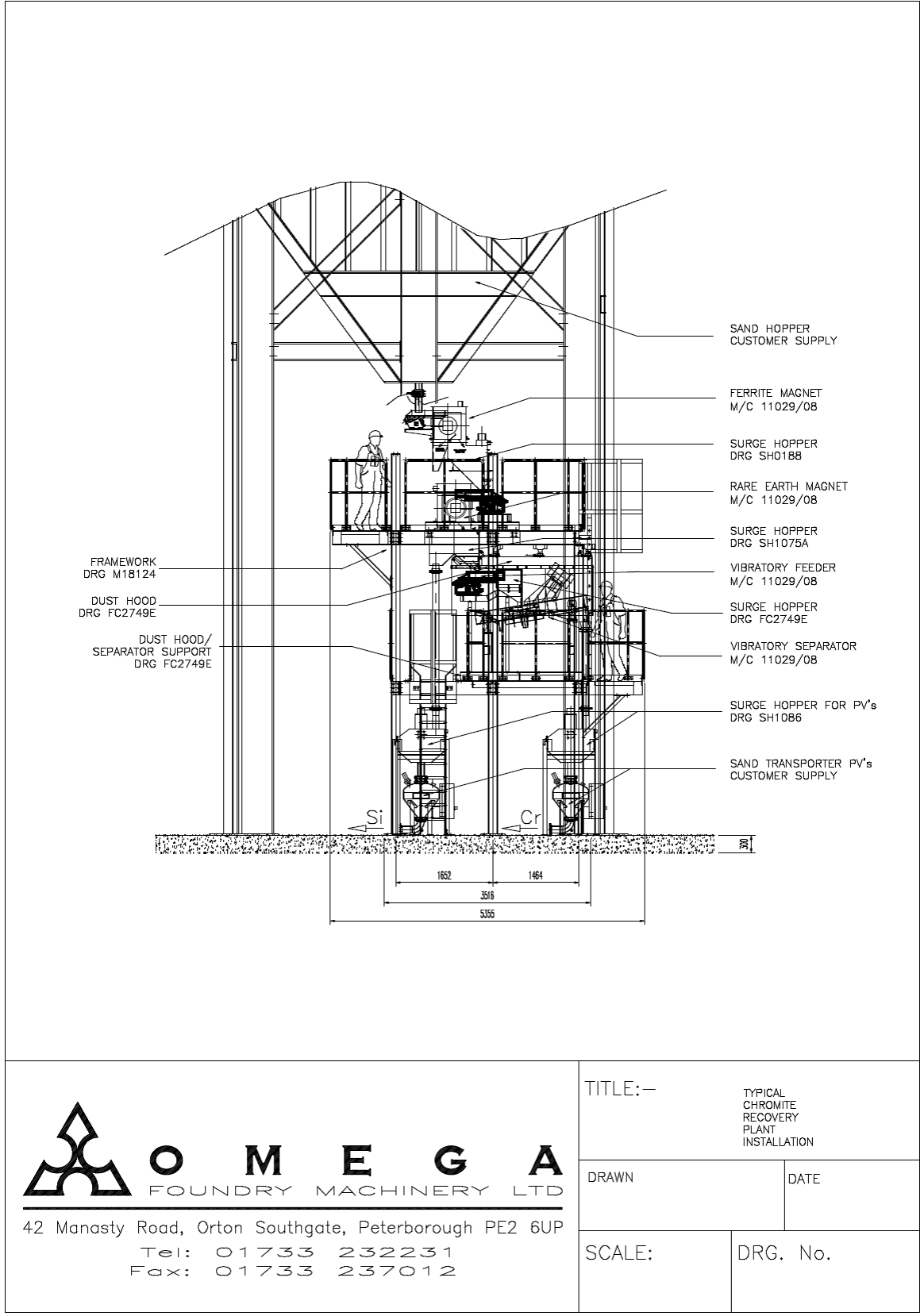
Principle of Operation
Fully attrited and cooled sand is held in a "dirty sand silo" and is discharged onto the in-feed electromagnetic feeder for an even & controlled feed over the primary ferrite drum separator. The feeder ensures that the product is thinly spread over the drum to enable maximum effect from the magnet.
The ferrite magnet removes all of the metallic particles from the sand, including chromite gangue, which is rejected allowing the remaining sand mix to then pass to a second electromagnetic feeder (Chromite sand & silica sand blend). The second electromagnetic feeder provides feed to a high intensity magnet which attracts the para-magnetic chromite, fused silica/chromite.
The reject from the rare earth magnet is mainly silica sand, discharging to a surge hopper & pneumatic conveyor which is then transported back to the moulding shop as mechanically reclaimed sand to the silica sand storage hopper for re-use.
Both magnetic drums have an adjustable gate within the casings allowing the sand streams to be finely tuned, the metallics from sand on the ferrite magnet and the chromite from silica on the high intensity magnet. The magnetic quadrant can also be adjusted in respect to its position, for maximum recovery.
The chromite product containing chromite, fused silica/chromite passes to the fluidised density separator. This material is automatically discharged onto a third electromagnetic feeder, in order to ensure the product remains evenly spread. Discharge via a chute is onto the fluidised separator.
Fluidised air is supplied from a high pressure side channel blower, which keeps the volume precise. Air is also filtered prior to fluidisation to prevent the membrane from blocking.
The Chromite sand particles being heavier are not lifted by the fluidising air and are driven forwards by the vibratory line of action of the motors. The reject particles being lighter are lifted off the membrane by the fluidising air this prevents the particles being driven forward by the vibratory line of action of the motors onto the membrane. As the deck is inclined the lighter sand will flow backwards over the weir. The line of action and angle of the fluidised separator are adjustable to enable a precise split to occur. As material AFS and sieve analysis can be similar, there will be a small percentage carryover, but not excessive to cause re-use issues. The fluidised separator has three product streams. The first is a waste stream of fused silica and any other waste that has managed to pass over the magnets. The second stream is reclaimed chromite sand. The third stream is any agglomerates that have inclined with the chromite and are rejected as the chromite product passes through an integral mesh panel bonded within the body of the separator. This Chromite product can then be collected in big bags for re-use or collected in a surge hopper and conveyed pneumatically to chromite sand storage.
The plant is controlled from a main control panel with PLC and HMI, fully interlocked and with level probes at appropriate points for level and system control. The plant is designed to be fully automatic and self-supervising with no running adjustments or regulation necessary once commissioned by one of our engineers.
Conclusion
As can be seen from the above XRF results, the seperated chromite sand contains less than 0.5% silica contamination and therefore is perfect for re-use at the mixer. As a general side effect from the casting process, the chromite sand tends to see most of the heat from the molten metal and so is also naturally thermally reclaimed.
The customer now blends the reclaimed chromite with new chromite at a ratio of 50/50 and uses on the pattern face as chill sand as well as in the cores. Chromite dumping has been virtually eliminated and new chromite purchasing has been drastically reduced as well.
<link record:tx_browserdirectory_directory:4861 internal-link>Omega Foundry Machinery Ltd.












{kind=link}
{kind=link}
{kind=link}