
COLOSIO PRESENTS THE BRAND NEW ENERGY EFFICIENT DIECASTING MACHINE

The need to significantly reduce the production costs to remain competitive on the global market and the requirement to control and lessen the environmental impact of all activities are subjects that in every productive company are every day more important, for obvious financial reasons as well as for the public image of the company. As a matter of fact, the companies are dedicating considerable resources to study solutions to these aspects, involving an increasing number of people for the study of specific solutions and investing in complexes and up-to-date infrastructures.
It is nevertheless true that very often, the ecological consciousness is generating both direct expenses (for example for pollution reducing systems) as indirect ones (as those connected to more precise separation of waste) and this lead to the perception that cost reduction and care for the environment are two strategies one playing against the other.
With the introduction of the Green Line energy saving system, Colosio s.r.l., thanks to its 40-years long experience, has developed a solution that grants a real reduction in the energy consumption required by the operation of a die casting machine, with a positive impact on the electricity bill.
This is obtained in the most logical way: it will not be produced any oil pressure in the phases in which this is not required and when in a traditional machine this pressure would only sent to discharge. And, in as a result of this, the thermal transfer to the fluid is drastically minimized, with a significant reduction in the power dedicated to refrigerating it.
The new machine offers, compared to the traditional ones, real benefit from the electrical energy related costs point of view and increases the efficiency and working life of the hydraulic system. In detail, the energy consumption is reduced by up to 50%, which means less operating costs and a return of the investment in a few years.
To better explain how smart is this innovation proposed by Colosio, we start with a brief description of the working principles of a die casting machine:
In the traditional machine, the pressure necessary to all hydraulic movements is generated by a pump, usually a double stage vane pump, coupled by mean of an elastic joint to a 4-poles asynchron motor, rotating at 1500rpm. The pump delivers a low pressure - high flow rate stage and a high pressure - low flow rate stage: by reaching approx. 40 bar, the low pressure stage oil flow is sent to discharge. Moreover, when the machine is turned on but not doing regular hydraulic operated movements, both oil flows are generated, not used and therefore directed to discharge. This is leading to:
The motor drain energy from the line in a steady way to deliver the nominal power and keep the pump rotating at a stable speed for the whole die casting cycle. The control of the pressure is obtained by mean of stop valves that are redirecting to discharge the hydraulic fluid when the set value of pressure has been reached.
The energy saving Green Line machine is equipped with a variable speed synchron motor, controlled by an inverter, and with a internal gear pump with fixed displacement.
The motor transmit the torque to the pump, that in this case is a single stage one and must be able to generate variable pressures and oil flows, depending from the requirements of each single working phase. Different pressure and oil flow values are obtained by variating the motor speed and the regulation is checked by a rotational encoder integrated in the system. A pressure sensor, in closed-loop connection, is monitoring the pressure value in the circuit and set the increase or reduction of speed in an iterative manner.
In the starting phase, the servomotor starts to make the internal gear pump rotating, which is building up pressure in the circuit. Being the oil flow rate fixed, the motor is able to maintain the line pressure at a preset value (in our case 140bar) even with a lower speed. At the very moment when an actuator starts to operate, a reduction of the pressure is detected and immediately the controlling of the system increase the speed of the pump to reinstate the line pressure. A controlling inverter allows to regulate the speed and the pressure depending from the instantaneous requirements of the running working cycle. In stand-by phases, the servomotor maintain a low rpm rate (40÷50 rpm) and therefore a limited energy consumption, on the other side during the operational phases the rotational speed increases and consequently the energy consumption rises. The new machine results, therefore, fast and immediate in using the resources available, but only when it is really necessary. At the same time, the use of an internal gear pump allows to increase the performances and limit the noise production.
The advantage of the internal gear pump, compare to the vane pump, is to have a practically stable oil flow rate when pressure varies. The energy absorption from the mains is discontinuous and happens only when the working cycle requires it, in this way making the costs drop. The new system allows to significantly reduce the noise production at average running level, making it necessary to put on the electrical cabinet a light signal to show that the machine is in function.
Supervising the function, at each single instant, of the motor and the energy consumption, a significant reduction of the thermal transfer to the fluid is obtained, and because of this a further reduction in the energy consumption by limiting the fluid cooling need.
To quantify the benefits provided by the new system, we consider here following a PFO560 die casting machine, having a line pressure of 140bar.

Traditional system | Green Line system | |
Asynchron motor | Brushless motor | |
37 | Nominal Power (kW) | 56 |
1500 | Max. rotating speed (rpm) | 3000 |
342 | Weight (kg) | 128 |
93,2% | Motor efficiency | 95% |
| ||
Double stage vane pump | Internal gear pump | |
162 + 67 | Displacement (cm3) | 100,2 |
175 max | Max working pressure (bar) | 210 - 315 |
71 | Noise level (dBa) | 69 |
46 | Weight (kg) | 42,5 |
89% | Efficiency | 93% |
1500 constant | Required rotating speed (rpm) | 40 - 2500 |
83% | Total efficiency motor-pump unit | 88% |
|
| |

Comparing energy absorption between traditional and green line machines
The analysis has been carried out by monitoring for five working days (each consisting of two 8-hours shifts) both presses. To the purpose of collecting consistent and comparable data, the two machines have been equipped with similar dies and working cycles.
The results obtained are shown in the following chart.
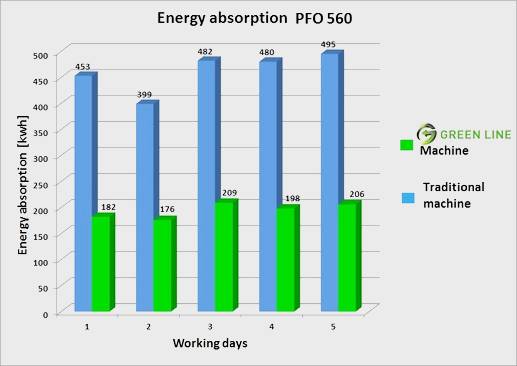
The average daily consumption are therefore:
PFO560 | Traditional |
| Difference |
Daily consumption [kwh] | 462 | 194 | -58% |
To quantify the energy saving that the new system can generate, a calculation on a one year basis has been done, considering 240 working days, with 16 working hours daily. The energy cost has been assumed at 0.1233 €/kwh.
PFO560 | Traditional |
| % saving |
Annual consumption [kWh] | 110880 | 46560 | 58% |
Yearly cost of energy [€] | 13671 | 5741 | 58% |
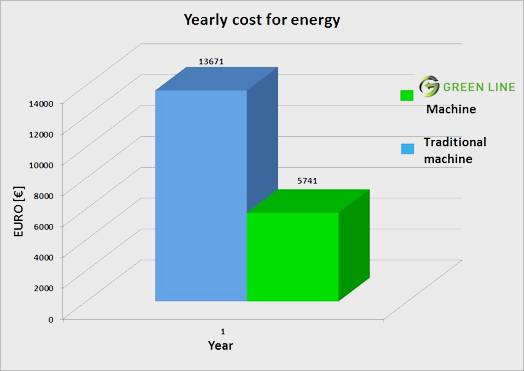
According to the experiences and measurements carried out so far, it is possible to state that the use of the Green Line system can offer a 58% energy saving with a PFO560 machine working in automatic cycle for the whole (16 hours) day. This percentage will increase if during the working hours one or more die changes are included, and the longer these operation take, the higher will be the percentage.
In conclusion, when considering the electrical power requirement of a complete company with foundry, even if the die casting machines may represent only 15% (the rest being other activities, from furnaces to offices or other productive processes and equipment), wouldn't you be happy to save more than the half of it, i.e. 8% of your total electrical energy bills?


