

Author: Christof Nowaczyk, Product Manager for Design Service Europe & Asia, ASK Chemicals, Hilden
As part of the Design Service, which has been established successfully on the international market for years, ASK Chemicals is focusing intensively on the topic of simulating foundry processes. This involves using almost all well-known software solutions, such as Magma, Flow-3D, Arena-Flow® and Novacast. The company has thus gained a great deal of experience over several years, both in the area of simulating casting and solidification and in the area of simulating core shooting. The following article provides an overview of the potential that core shooting simulation offers.
Not only does global competition demand ever-improving quality with shorter development and production times at lower costs from the companies; the constant upgrade of an increasingly diverse product range is the rule nowadays and presents a challenge to the caster that is at least just as great. In this situation, computer programs, such as simulation software, can help lower costs, reduce development times and design optimized stable processes. This is not a new insight, as this practice has been mastered in the casting and solidification area for years.
While the development process from the idea to production led in the past from the drawing board via model construction, test casting and various adjustments to the finished product, computer-aided design (CAD), simulation, computer-aided manufacturing (CAM) and prototyping are used today. In brief, we speak of computer-aided engineering (CAE). With regard to model construction and also, specifically, the development and design of casting systems, this has certainly been the case for some years now. We are all familiar with the advantages and possibilities that simulation methods offer in this context.
However, the simulation of core production must still be considered to be relatively new. But do we need this type of simulation? Surely, nobody knows more about their core business, i.e. their core production, than experienced casters themselves. Nevertheless, we must ask ourselves – is this true? Do we really know what happens and whether we have designed the most optimum setup?
You could almost say that this sheds light on one of the last dark areas of our casting processes, and that this helps us to master our “core business” even better.
Two key simulation steps are distinguished in core shooting simulation. The first is the simulation of the filling process of the core box, i.e. the actual shooting of the core. The second is possible or necessary gassing, i.e. a through-flow of gas through a cavity of a core box with any type of filling.
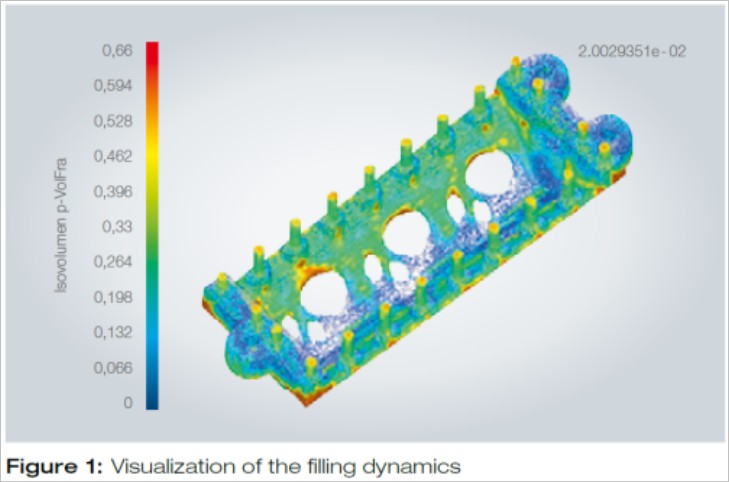
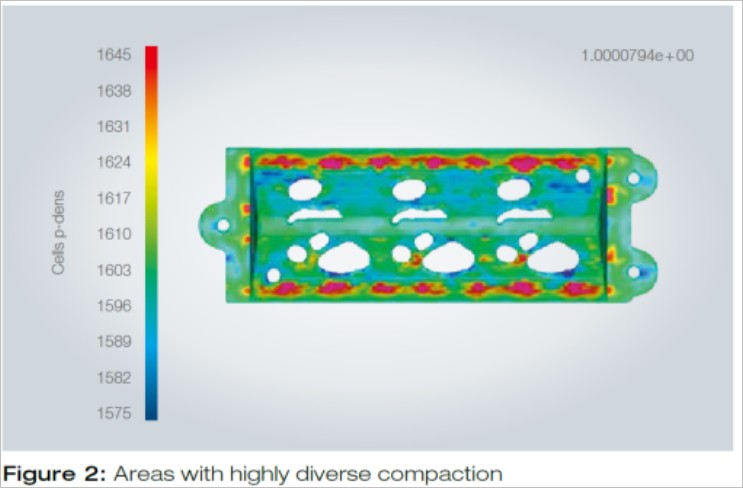
The visualization of the filling dynamics (Figure 1) allows us to make precise predictions of areas with highly diverse degrees of compaction (Figure 2).
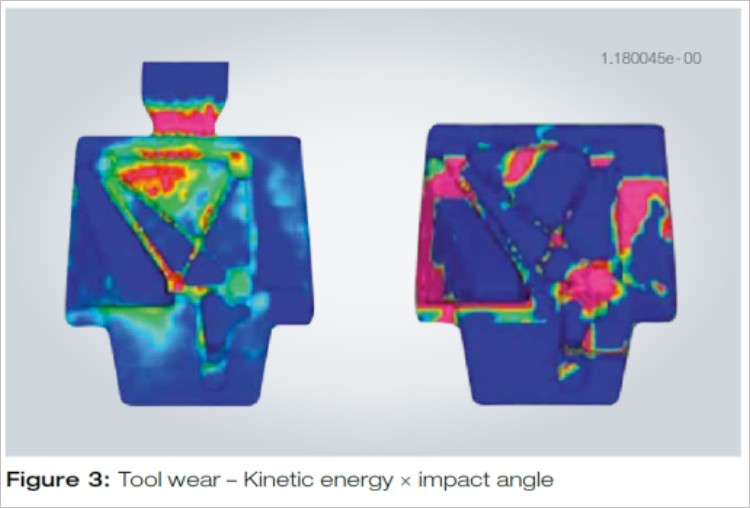
Conclusions about areas with increased tool wear can also be drawn, or predictions can be made for areas in which an increased level of binder application can be expected. (Figure 3).
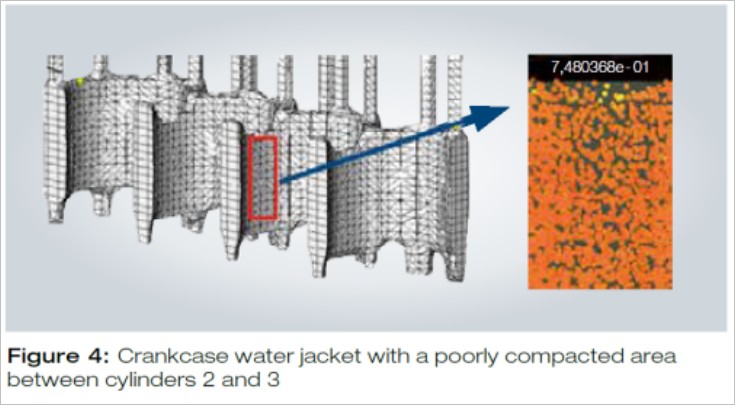
The simulation software Arena-Flow® is the only software on the market that can depict the actual interaction between particles (sand grains are particles) and the flow medium (air) in a realistic manner. It can depict problem areas with insufficient compaction very clearly (Figure 4).
The compaction problem illustrated here is caused by a venting situation that is not ideal.
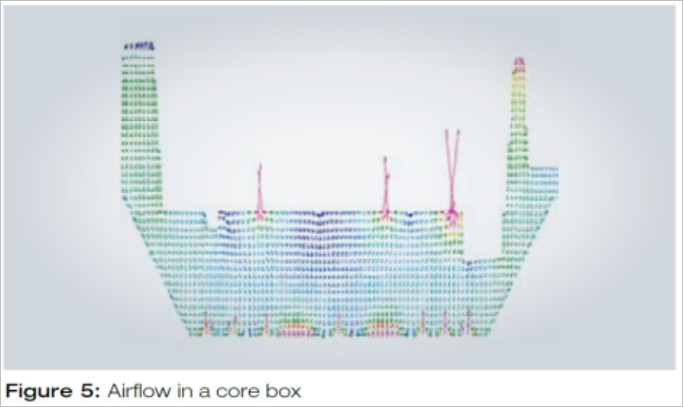
This example also clearly shows that the filling dynamics or the filling behavior depends primarily on the flow conditions of the air in a core box. This flow behavior can be illustrated by flow vectors and shows very clearly where insufficient compaction or problems with gassing can be expected.
In Figure 5, areas with insufficient airflow are shown in dark blue. With regard to gassing a core, this type of evaluation by means of simulation provides an initial insight into whether the process is homogeneous. If the lower box area already displays poor flow conditions, it can be assumed with certainty that gassing problems will occur. In this case, this means that significantly longer gassing times and unnecessarily high amine consumption are accepted in practice as a “series production status” of production. We must therefore speak of inefficient use of the amine here.
can be assumed with certainty that gassing problems will occur. In this case, this means that significantly longer gassing times and unnecessarily high amine consumption are accepted in practice as a “series production status” of production. We must therefore speak of inefficient use of the amine here.
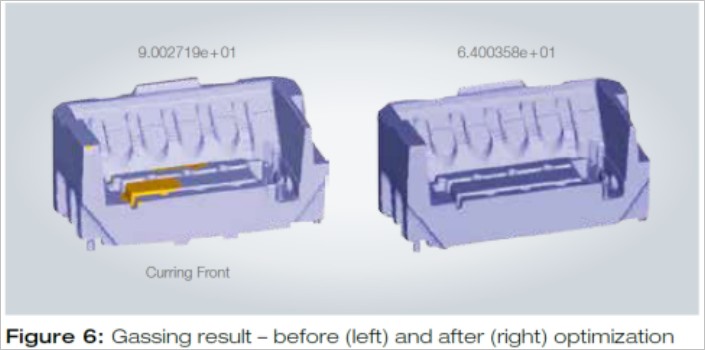
The following example (Figure 6) shows how systematic use and an appropriate optimization of the setup can help improve the quality of the core significantly while simultaneously reducing the cycle time by approx. 28%. In this case, only the venting setup has been optimized.
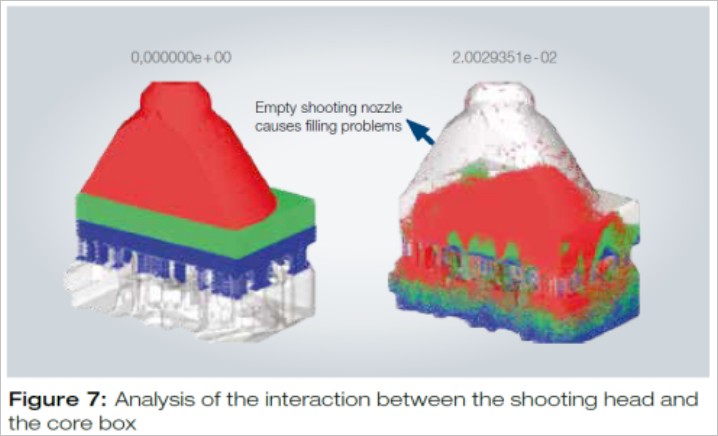
What are known as family core boxes are often designed to go with existing core shooting machines. Production is then frequently faced with the problem that the compaction of certain cores or areas of cores is insufficient, which often leads to increased cleaning effort or even considerable rework of the cast parts. In most cases, this is caused by the interaction between the geometry of the shooting head, which is installed, accepted as given and not considered further, and the actual setup of the core box and the arrangement of the shooting nozzles.
The following images show clearly that the existing geometry prevents the back left area of the core from being filled completely, since the amount of mold material that can flow through the sand magazine in the given time is not sufficient.
Such a situation inevitably leads to significant additional costs, which could have been avoided by performing a corresponding simulation beforehand. Adapting the design of the shooting head would certainly be the less expensive form of remedial action. In the worst case, however, this could jeopardize existing timelines and the possible adherence to milestones that determine the project.
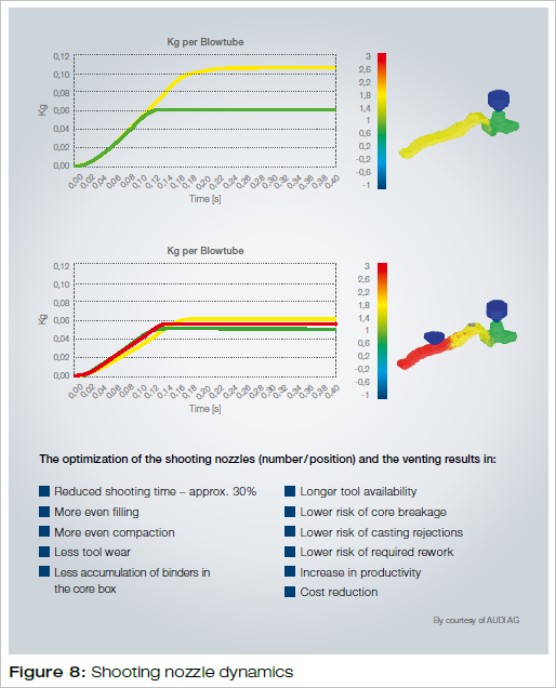
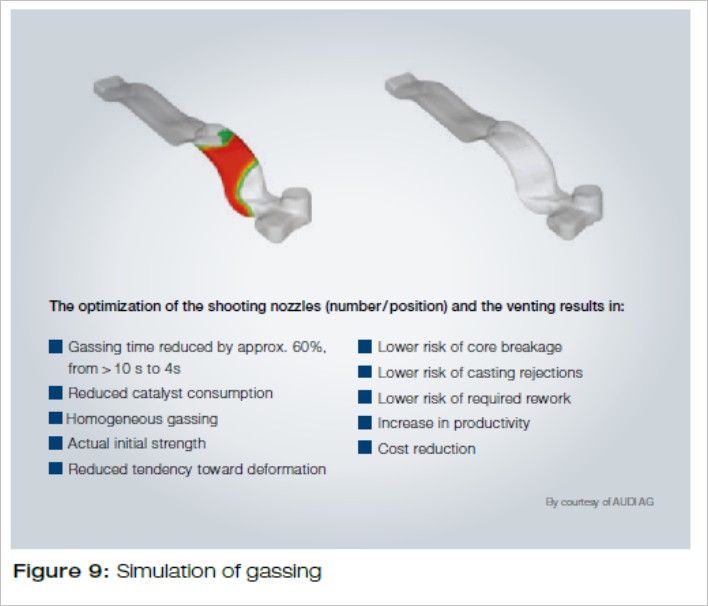
A further practical example, based on an oil duct core in a design by AUDI AG, shows the potential that core shooting simulation offers in terms of saving costs and resources.
As part of a customer project, the task was to check an existing setup and to optimize it if necessary before constructing new core boxes. This project was supported and promoted not only by the foundry itself, but also by the client, AUDI AG. As an OEM that does not itself operate a foundry in which cores are used, AUDI AG consistently relies on simulation as a means of achieving stable processes, both in the foundry and in the purchasing companies later on.
Simulation – pressurized oil duct, 3rd generation AUDI EA888:
Summary
As with any other type of simulation, the simulation of core production, which is known as core shooting simulation, offers enormous potential in terms of development and production – be it in the context of tool development, ensuring that this tool will perform in the most optimum way and as desired prior to expensive tool production, or be it as an aid for detecting error causes and savings potential.
The simulation helps to plan, implement and operate stable processes. However, it also helps to improve cycle times and reduce amine consumption by optimizing gassing cycles. This enables an increase in productivity and a reduction of resource consumption to occur.
In the highly competitive international foundry market, this represents a distinct contribution to increasing or maintaining competitiveness.
×





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}