

By Jens Müller, Heinz Deters, Martin Oberleiter, Henning Zupan, Hannes Lincke, Ronja Resch, Jörg Körschgen and Axel Kasperowski, ASK Chemicals GmbH Hilden
Abstract
Odorless core production, odor-reduced casting, significantly less cleaning of machines and tools, the resulting higher output and productivity, and the advantages in terms of casting, such as faster solidification due to reduced ingot mold temperatures – these benefits of the INOTEC™ technology are already well-established. Despite all this, inorganic binder systems will always be benchmarked against existing technologies such as Cold Box. This is also the reason why, in the past, people criticized surface properties for being less smooth than with organic binders and decomposition after pouring for being worse.
However, recent developments could prove that inorganic binders have improved considerably and in some applications even reveal additional potential for optimization. With the newly developed INOTEC generation, even areas that are highly susceptible to penetration, such as the gate region, can berealized in a process-consistent manner and without additional coating of the cores. This system is 100% inorganic and leaves absolutely no condensate deposits in the casting tools. In addition, there is no formation of smoke during the casting process. By contrast, cast pieces that were produced using conventional methods, such as the Cold Box method, exhibited a significantly inferior surface, which means that INOTEC™ is much more than just an alternative here.
In the past, decoring of cast pieces that were produced using inorganic binders was often quite a challenge in the area of water jackets, especially if the decoring machine had only a few degrees of freedom. The INOTEC™ Promoter WJ 4000 has helped to significantly improve shake-out properties in particular, with the result that even complex and filigree water jacket cores can now be safely removed from the component after casting.
Further enhancements, such as the improvement of moisture stability or the use of inorganic binders beyond the confines of light metal casting, are closing the gap on conventional organic systems. Stateof-the-art technical equipment for the investigation of system properties and a growing understanding of the running processes have led to a more efficient conception of new binder formulations and the overcoming of limitations much faster than before.
Despite all these future challenges for both inorganic and organic binders, one thing is beyond doubt: inorganic binders are more environmentally friendly than organic systems. This was confirmed in no uncertain terms by TÜV Rheinland after carrying out a comparative life cycle assessment of Cold Box and INOTEC
You have surely heard it said before: Nothing is impossible!
This saying effectively typifies the development of inorganic binder systems in recent years. However, there are still some lingering prejudices and doubts about this technology, and some of them are hard to break down. Statements like the following are constantly being made: Inorganic cores show a lower dimensional accuracy when casting, tend to have higher core fracture and are unstable to moisture and therefore cannot be coated with water. The waste sand cannot be regenerated, the casting surfaces show more sand accumulations, the cores have worse shake-out performance and inorganics are not suitable for iron casting. Some of these statements are incorrect, some of them are certainly essentially correct and others are being disproved by new developments in inorganic binders. In addition, the following statement is also frequently encountered: "We really only want an inorganic Cold Box system and nothing more!" However, chemically speaking, they are worlds apart. By its very nature, chemistry sets specific limitations here that are hard to overcome.
Even so – as recent developments in particular have shown – the new products are mainly aimed at closing the gap on traditional methods. Examples of how this has been achieved in several sectors, sometimes even exceeding expectations, are provided below.
Casting Surfaces
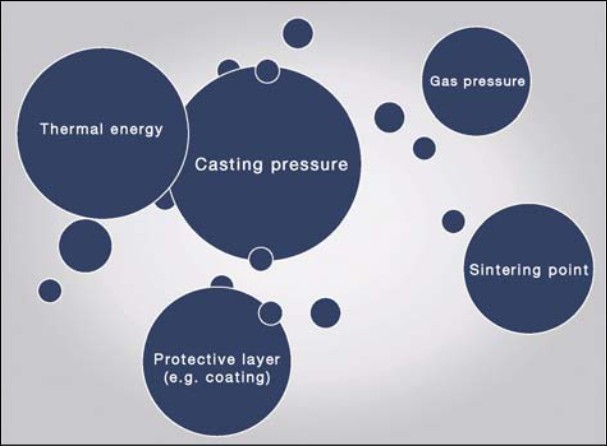
It is well known that the requirements for casting surface quality are high. Foundries spend a great deal of time and money to meet the growing demands. In some cases, this also involves investment in secondary measures in blanks processing, for instance in blasting systems. Of course, the desire to eliminate many such measures is a factor here, but there is always something of a discrepancy between what is technically feasible, what is asked for and what is viable in terms of cost. Positive effects on casting surface quality are attributed to organic binders for two reasons: firstly the resulting anthracite layer that forms a protective barrier between the casting and the core, and secondly the resulting gas cushion that counters the metallostatic pressure, thus making it harder for the metal to penetrate the sand structure and for penetrations to occur. Neither can be expected with inorganic binders, firstly because there are no combustion products and secondly because the resulting gas volume (water + air) is much lower than with organic binder systems. It is therefore clear that another approach must be found for inorganics in order to counter penetrations and sand accumulation. But what factors in the casting process actually have a positive or negative impact on penetrations (Figure 1)?
One obvious factor is the casting temperature or the thermal energy that acts on the cores in the casting process, which is clearly indicated by the fact that more penetrations occur in the "hot spots" and in the gate region in particular. The casting pressure also shows a significant effect. For instance, in low-pressure permanent mold casting, a considerable impact on surface quality is observed if the casting pressure changes even slightly. There is often a very fine line between cold laps and penetration here. To enable new solutions to be developed for the series production process in the foundry, one thing is absolutely crucial: The problems and questions encountered in the foundry must be broken down to laboratory and technology-center scale in such a way that the casting errors to be rectified can be reconstructed or even caused. In the case of optimization of penetrations, this was carried out with a gradual increase in the casting pressure until the casting result in the technology center matched t at of the foundry. At this point, modification of the system was started, and the surface quality was gradually improved through evaluation of the casting results and corresponding optimization loops until the result shown in Figure 2 was attained.
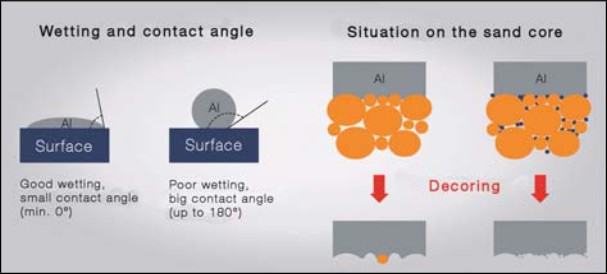
Figure 3 shows how the mechanism of action that leads to this positive casting situation can be visualized. Components that reduce the wetting of the sand core surface by the metal are incorporated in the binder system. In addition, compaction of the core is increased by adding the new ingredients, thus making it harder for the metal to penetrate the gaps of the sand core surface. Together, the two effects lead to a considerable reduction in visible penetration on the casting.
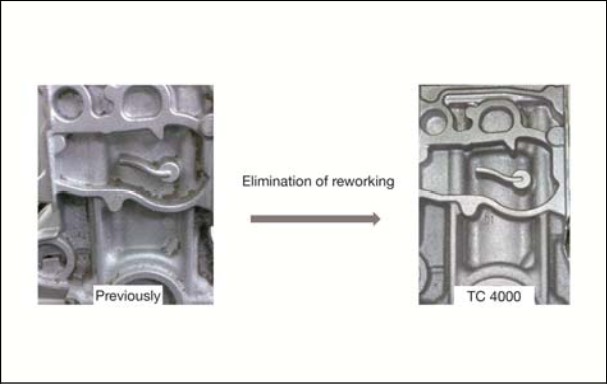
By taking this mechanism of action into account, areas where reworking was previously essential can now be completed without processing (Figure 4).
Core Disintegration - Shakeout
In the past, removing the cores of cast pieces that were produced using inorganic binders was often quite a challenge in the area of water jackets, especially if the core removal system had only a few degrees of freedom. At the same time, the requirements for the residual dirt content of components are becoming increasingly strict.
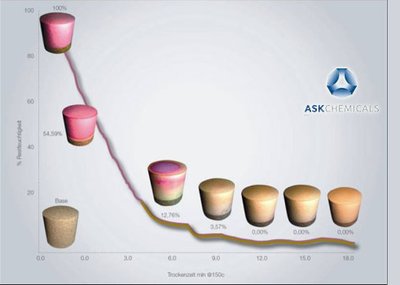
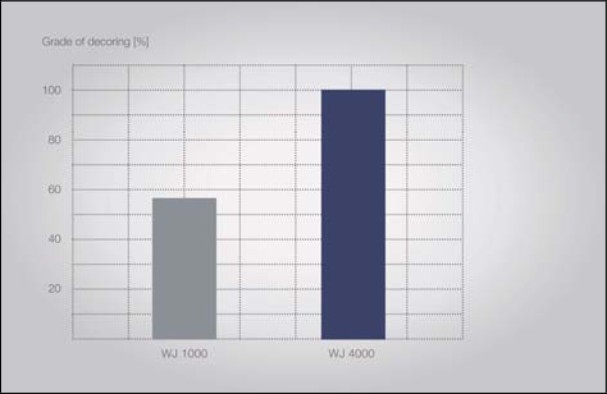
One development objective should therefore be to optimize existing systems with regard to their disintegration behavior after casting. Insertion of predetermined breakage points in the binder bridges, which are not produced until the casting process, i.e. when thermal energy penetrates, significantly improves the disintegration properties as Figure 5 clearly shows. With the INOTEC™ WJ 4000 promoter, complex and filigree water jacket cores can now be removed safely from the component again after casting (Figure 5).
Dimensional Accuracy when Casting
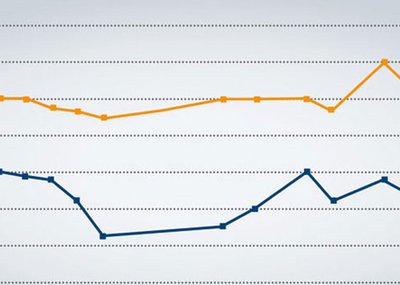
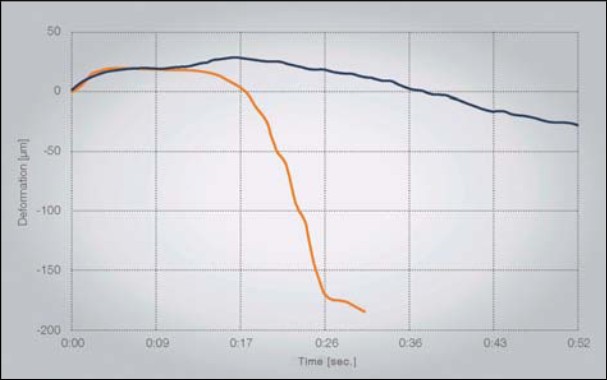
To achieve both increased engine output and low fuel consumption, one essential requirement is an effective cooling concept for new cylinder heads and blocks. The resultant complexity and low wall thicknesses of the water jackets necessitate a high degree of thermal resistance during casting. Otherwise there is a risk of deformations, which lead to the scrapping of the component. For this reason, warm-box and Croning systems have been used with organic systems, especially with particularly critical deformation-prone water jacket cores as these systems have very high heat resistance. Inorganic systems can show plastic behavior without a corresponding modification in the casting temperature range of the aluminum and therefore have a tendency to deform. A rough description of this behavior is that the silicate softens like molten glass, thus becoming deformable under stress. The difference between a system that is optimized in terms of thermal resistance and a system that has not been modified is shown in the h t-distortion measurement in Figure 6: Hot-distortion measurement of two inorganic systems (orange: not optimized, blue: thermal stability increased)
Whereas the non-optimized system has very fast bending, the heat-stable system has a much more "stable" characteristic curve.
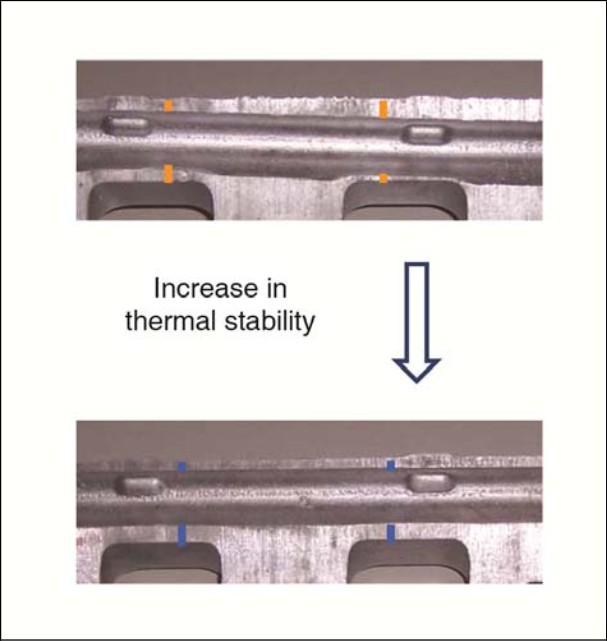
If a casting test is performed with both systems, the picture is also clear. When the thermally unstable system is used, clear differences in wall thickness are apparent, which suggests a massive amount of deformation during casting. By contrast, the thermally stable mixture produces a dimensionally accurate casting.
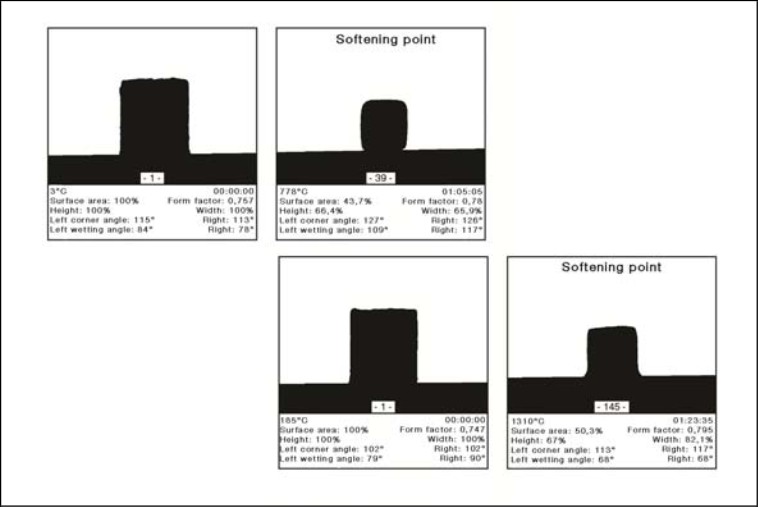
Heating microscopy is an extremely suitable method of examining the resistance of the binder systems. Here, a rectangular test specimen of the material is put into a furnace and the softening and melting behavior is recorded in real time with a camera. The differences between the systems are also clearly apparent with this measuring method. In the case of the non-thermally optimized sample, softening is discernible at 778°C, whereas the more thermally stable mixture only loses its geometric rectangular shape at 1310°C (Figure 8).
In this way, systems can be assessed in terms of their thermal behavior and their effectiveness at preventing deformations.
New Casting-Related Potential
Many positive influences of inorganic series core manufacture on the foundry process have already been described: Odorless core production, odor-reduced casting, significantly less cleaning of machines and tools and the resulting higher output quantity and productivity as well as the advantages in terms of casting, such as faster solidification enabled by a lowering of ingot mold temperatures, are well-known advantages of the inorganic technology.
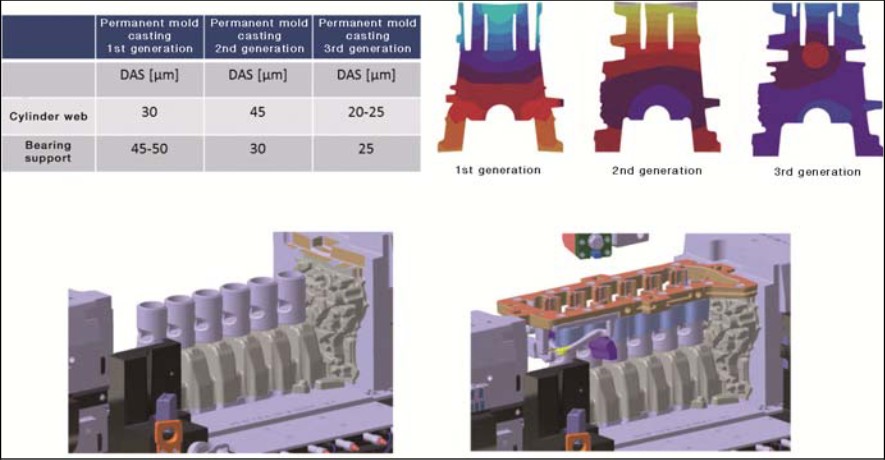
In particular, the absence of combustion residue gives component developers new freedoms that they did not previously have with organic-based binding agents. One impressive example is the new central feed principle, which is used at BMW's Landshut plant for crankcases of future engine generations [1, 2]. Inorganic cores are used as central feeders here, thus minimizing the risk of sooting ventilation ducts in the low-pressure permanent mold. This concept is not feasible with organic cores.
The DAS distribution of the three concepts is shown in Figure 9 (1st generation top left, 2nd generation top right, 3rd generation with central feeder bottom middle). It is apparent that the new central feeder concept leads to DAS advantages in all component areas. The warmest point (thermal center, binding of the feeder) and therefore the point with the highest local DAS is in the area of the lower dead center of the piston, a point that is not subject to excessive thermal or mechanical stress. The tension rod area also solidifies very quickly and can be influenced externally via the permanent mold. The tendency towards leaking after mechanical processing falls dramatically, and the sealing rates are miniscule.
Iron Casting
Use of modern inorganic binders in iron casting (core hardening with a hot tool and hot air, not CO2) is not yet widespread. This is probably because – in contrast with light-alloy permanent mold casting – the process sequence and the sand system are regarded as more complex, the casting temperatures are around twice as high, and therefore the requirements for thermal resistance much higher. In addition, in the case of inorganic binders, the Cold Box method is superior to the largely physical (drying) process in terms of productivity in many areas, particularly if the core geometries become bigger and bulkier.
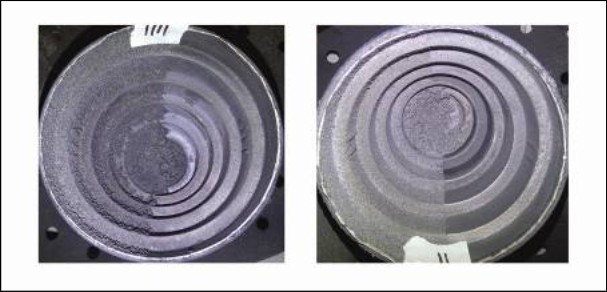
Even so, inorganics have considerable potential, particularly in iron casting. In particular, problematic parts that need to be worked on with special sands or additives in combination with a coating against veining, are predestined for use of inorganic binders since they show a much lower tendency towards veining – or indeed none at all – compared with organic systems. Figure 10 shows test castings from step cores in GJL, 1458°C. The casting of a Cold Box system with an additive and the one with an inorganic system are shown. One half of each of the cores was coated. It is clearly apparent that the coated and uncoated sides of the inorganic core are completed better and have fewer penetrations right through to the final stage, i.e. the stage with the highest thermal stress. This figure also reflects initial experience from foundry operations, where inorganic cores can be used successfully in a targeted manner to reduce veining, penetrations and gas.
There is no doubt that even more positive news can be expected from this area of application in future.
Optimization of Moisture Resistance and Coating Resistance of Inorganic Cores
Moisture stability has always been the Achilles' heel of inorganic cores. This is because of the nature of the chemistry. Binding agents are based on silicates that are dissolved in water, known as water glass. Water is thus the solvent in the system. In addition, the hardening reaction is largely reversible (balanced reaction). This means that when large amounts of energy and water are present (e.g. in the case of high air humidity and high temperatures), the back reaction takes place and the cross-linking of the silicates is reversed, resulting in the cores losing their strength and breaking down. This can be prevented by removing water from this balance, i.e. through storage in a dry place. Since the latter is not always easily possible in practice, additives (known as promoters) are used to significantly delay the back reaction, thereby allowing the cores to be handled in a process-consistent manner, even after "normal" storage. However, inorganic cores remain hydrophilic.
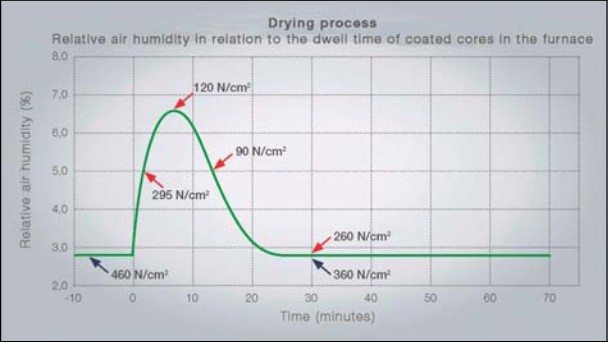
An even greater challenge is coating the cores with a water-based coating because the water acts on the core directly and in concentrated form. Application of the water coating on the cold core is not critical at first but becomes critical by the time the coating is to be dried in the oven. Then, the process shown in Figure 11 takes place. Before coating, the cold core has a strength level of 460 N/cm². The core is coated and starts its "furnace journey." Because of the high temperatures (150°C) and the water present, the relative air humidity rises rapidly, which makes the core increasingly weak and causes the strength level to fall from 295 to 120 N/cm². When the turnaround point is reached, i.e. the maximum air humidity falls again, the drying process of the coating continues and the core reaches its minimum strength, probably the most critical point in the furnace drying process. It is now determined whether the core withstands the stress, deforms or even breaks. If it gets through this critical phase, at the end of its furnace journey, the core will have a highly respectable final strength of as much as 260 N/cm² when hot and as much as 360 N/cm² when cold. The final strength of a coated core may therefore be quite high. The main critical factors are the drying process and the temporarily air humidity levels in conjunction with the high temperatures in the furnace.
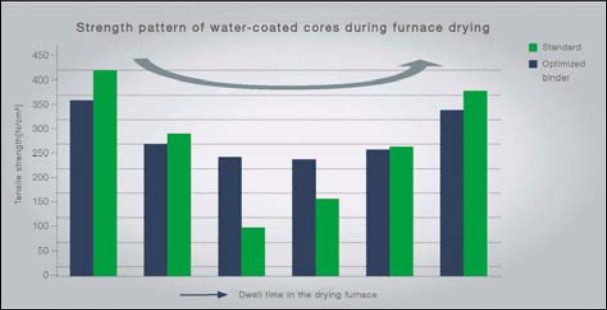
Consequently, the major chemical challenge is transferring a water-soluble system – as this is what inorganic binders are – to a moisture-resistant state as much as possible after hardening. In this respect, Figure 12 shows the result of the latest research, namely the moisture level of coated cores in two binder systems in relation to the dwell time in the drying furnace. The standard system shows the strength pattern portrayed here, with a minimum strength of approx. 90 N/cm². Although the second system essentially has a somewhat lower initial strength level, it only drops to a figure of approx. 250 N/cm² during furnace drying. This means that in relative terms, the cores produced with this optimized binder system lose a maximum of 30% of their initial strength, while the standard system loses approx. 80% of its strength. It can also be seen again here that the final strength rises back to a very acceptable level in both cases, i.e. after complete drying and cooling, provided that the cores come through fu nace drying intact.
The optimized binder system is currently undergoing testing by the customer and, if the results are confirmed, this could possibly broaden the process scope of inorganic binder systems even further, either in the use of these binder systems under non-optimum climatic conditions or in use with water coatings, which could particularly benefit the introduction of inorganic binders in iron casting.
Summary
Inorganic binders are subject to more rumors than almost any other area of foundry work. What can they actually do, and what can't they do? The growing interest and increasing number of users clearly show that this technology is now an established part of aluminum permanent mold casting at least. The cost savings in terms of maintenance and cleaning of the systems as well as the resultant higher productivity in the casting process are key factors in this success. At the same time, new development stages of the binders are closing the gap on organic systems: Better casting surfaces, higher thermal stability and optimization of disintegration after casting have been significant optimization steps of the last generation of inorganic binders. And there are also signs of progress in improving the storage stability of the naturally moisture-sensitive inorganic cores. At the same time, it is clear that the use of inorganic cores does not have to be limited to light-alloy permanent mold casting as inorganics offer h ge potential in prevention of classic casting defects (such as veining). "Nothing is impossible" is therefore a very fitting phrase for the core of development in the inorganic sector: Much of what has been achieved with inorganic binders to date would have seemed impossible to many people in the past. As a result of intensive research in this field, it can be assumed that so many hurdles that seem restrictive at the moment will be cleared in future.
×




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}