

The history of Schlote began in 1969 with a small workshop production in Harsum, where the company still has its headquarters. Today, the group includes eleven companies with a total of 1,800 employees. The automotive supplier has eight plants in Germany, with further production facilities in the Czech Republic and China. The Schlote Group's customers are major car manufacturers, system integrators and foundries. Schlote makes 55 percent of its turnover with parts for engines, 39 percent with gearboxes and six percent with chassis.
There has already been successful cooperation with Trimet Aluminium at other locations to produce ready-to-install automotive parts from cast blanks. The award of a contract by a major automotive supplier for a component that was to be produced in very large quantities led to a joint venture between Schlote and Bohai Trimet in Harzgerode.
More than 4,000 clutch housings per day
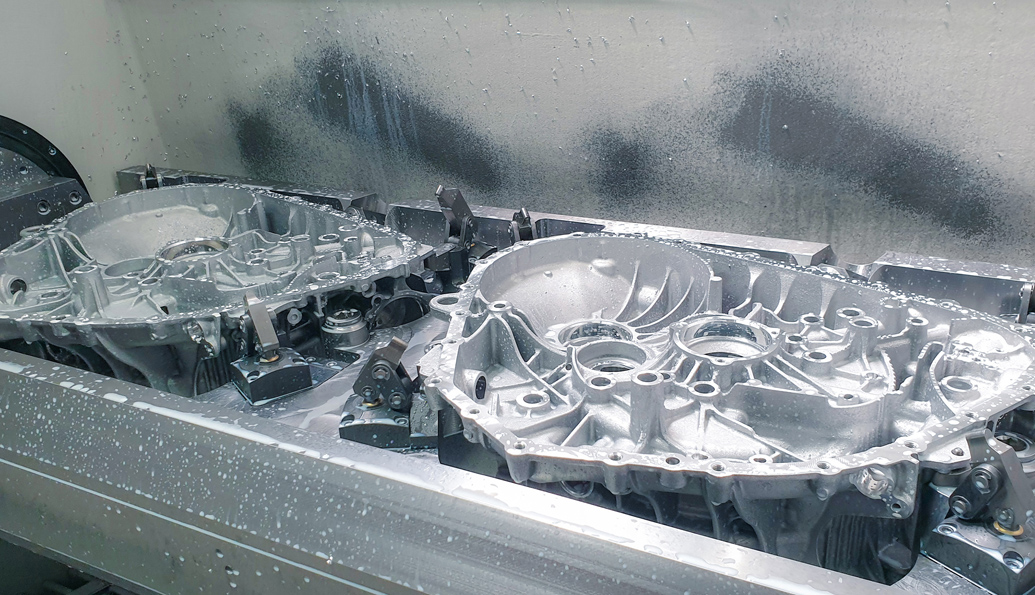
The component manufactured in Harzgerode is a clutch housing made of die-cast aluminium. The supplier's automatic transmissions are supplied in a standardised version to several large car manufacturers, where they are mainly installed in vehicles with an engine capacity of up to two litres. The clutch bell connects the gearbox and the engine. The gearbox side is the same for all clutch bell housings, the other side is adapted to the respective engines of the car manufacturers. The differences are rather small, which is why this clutch bell is 99 percent identical in construction for all car manufacturers supplied.
Schlote Harzgerode GmbH currently produces 4,000 of these per day. The modern plant has a very high degree of automation of over 80 percent. The Harzgerode site employs 120 people who work around the clock five days a week. If necessary, production can also be extended to six or seven days.
As in the entire automotive industry, the demands on the component are very high. "The part is not just an adapter flange, but this is the back of the gearbox. Therefore, the highest precision is required for the bearing seats," explains Sebastian Swiniarski, group leader for work preparation at Schlote. Numerous bores with different tolerances have to be made in the component, for which precision manufacturing in the range of thousandths of a millimetre is required.
MAPAL and Schlote can look back on many years of good cooperation. For example, PCD milling cutters, which among other things create defined rough surfaces for applying the sealing compound, taps, reamers and a range of different drilling tools from MAPAL are used. "We offer our customers comprehensive solutions right through to the design of complete processes," says Stefan Frick, who supports Schlote as a technical consultant from MAPAL.
Successful improvement process
The tools used were put to the test right from the start. Since production started in Harzgerode, analyses have been carried out on an ongoing basis to identify possible weak points and optimise production. As part of this continuous improvement process, in close cooperation between Schlote and MAPAL, it has been possible over the years to generate longer tool life, reduce tool costs and increase the production volume. Whereas initially a maximum of 3,600 parts per day could be produced, today the possible limit is 4,500 parts without having to purchase additional machines.
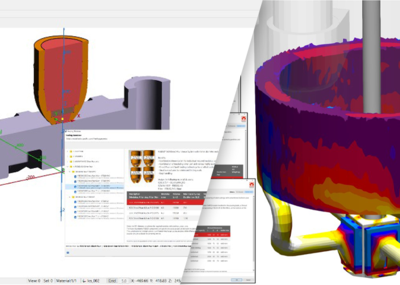
The latest optimisation concerns deep holes for oil ducts, which are used to shift gears in the automatic transmission. "Via our tool management system, we evaluate every month which tools were changed and how often," Sebastian Swiniarski reports. "In the process, the deep drills have stood out every time. Since these drills are also relatively cost-intensive, we started at that point to further reduce our tool costs." With tool wear, quality issues also come into play, as a dull drill creates burrs as it exits.
Specifically, we are talking about two out of five deep holes that penetrate to depths of 180 mm and 141 mm respectively with a diameter of 8 mm. They drill through the component from the side to the bearing seat in the middle. Previously, solid carbide tools were used for this purpose, as they are commonly used for deep drilling. Schlote achieved production quantities of up to 2,500 components. From 2,000 components, however, the machine's load monitoring system already reported tool wear, and burrs appeared at the exit opening.
Significant tool life gain with PCD
During the optimisation of deep drilling, plant manager Tino Lucius, formerly an employee at MAPAL, brought up a PCD variant. So the partners worked out the approach of using a PCD tip for deep drilling. There were a number of things to consider during implementation, as Stefan Frick describes: "It is not possible to produce such a drill completely from PCD. Apart from the high costs, the brittleness of the material also speaks against it. If the cut is interrupted, there is always a risk of chipping on the cutting edge. As PCD is sensitive to heat, good cooling must also be provided."
For the new tool, MAPAL started from the existing solid carbide drill and inserted a PCD cutting edge at its tip. The design of the tool is reminiscent of a concrete drill tipped with carbide. The pavers in Harzgerode are very satisfied with the tool life of the PCD deep hole drills. Whereas the solid carbide drill reached the end of its service life at about 2,500 components, its PCD counterpart reliably reaches 15,000 components. The machining still has further potential due to challenges such as blowholes in the material or varying casting quality, which are currently being worked on together. "We have also often achieved tool lives of 40,000 components. Therefore, it is of course our goal to make the "tool life outliers" upwards the rule," emphasises Stefan Frick.
Compared to the solid carbide drill, the cutting data remained unchanged at a speed of 8,700 min-1, a feed rate of 0.3 mm/rev and a cutting speed of 218 m/min. The economic potential of the new drill lies in its significantly longer tool life, the resulting lower tool costs and the higher process reliability. The elimination of many tool changes also reduces machine downtime.
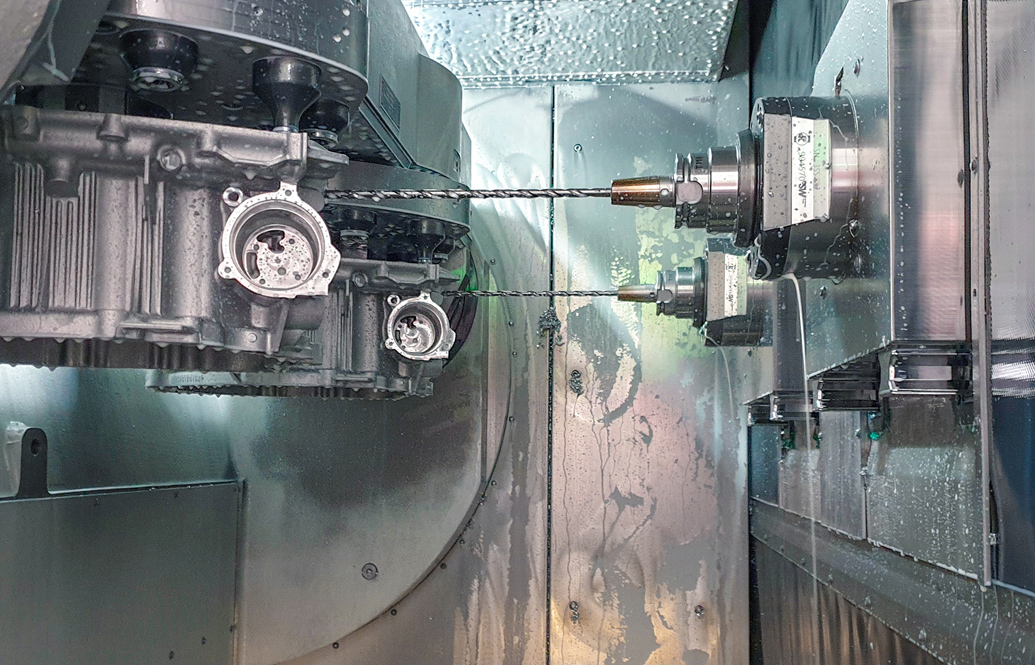
Production at Schlote in Harzgerode consists of a total of ten manufacturing cells. In each of these cells there are three machines from the manufacturer SW, two double-spindle W06s and a single-spindle one6. The component is machined in three tensions, whereby the double-spindle machines take over the first two tensions and the finishing takes place in the third.
The future is electric
The production of the clutch housings at the site was designed as a project with a runtime of at least eight years and a peak quantity of 1.1 million parts per year. The peak was exceeded in 2020. In the meantime, production of the component is in its fifth year and has reached 900,000 units.
Together with the continuously improved productivity, the decreasing production volumes now make it possible to tackle future issues and, for the first time, also produce other components. The conversion of the plant has already begun. The first of two new projects involves six different components for a new hybrid model of a manufacturer of super sports cars, which Schlote is to produce.
In another project, the manufacturer's expertise in clutch housings is again in demand - but this time for electric vehicles. Here, Schlote is benefiting from the trend in electric mobility to also equip electric cars with a transmission. For an innovative model with three gears, the connection between motor and gearbox is to come from Harzgerode. Half of the hall capacity is currently being converted. The production of parts for internal combustion engines will be reduced to 50 per cent, ten per cent will be allocated to hybrid vehicles in future, and 40 per cent to pure electromobility. Schlote has already produced the first components for the new projects.
Source: https://www.mapal.com




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}