
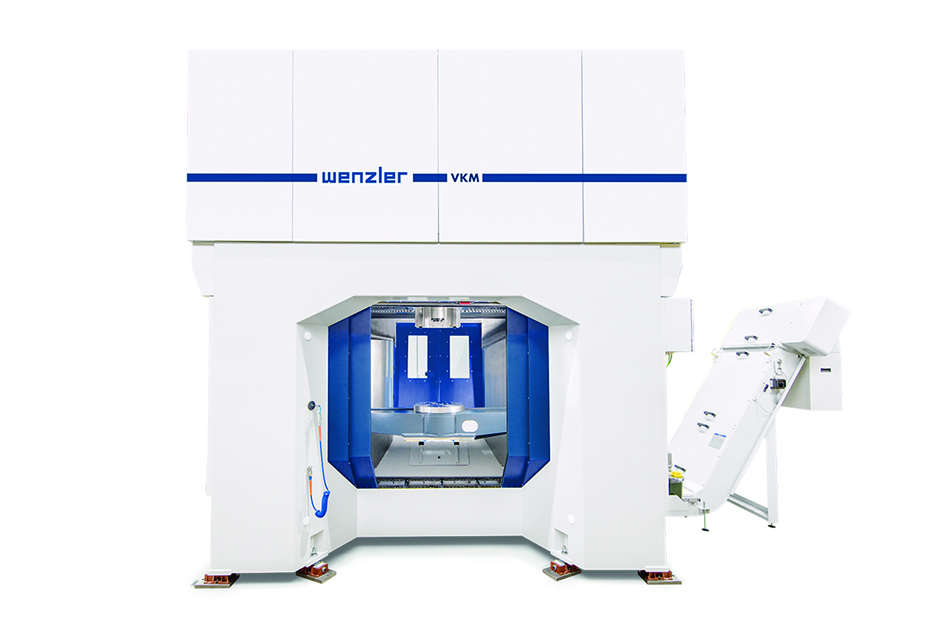
Founded in 1954, August Wenzler Maschinenbau GmbH in Spaichingen has its origins in special machine construction and for decades has mainly manufactured rotary table machines, which are preferably used for the production of fittings. In 2009, Wenzler was taken over by the HELLER Group. The machine portfolio was then completely changed, from the former special machine builder to the standard manufacturer of 5-axis machining centres. Within the HELLER Group, Wenzler is responsible for solutions in the field of structural components. The VKM machining centre has the special feature that up to two centres can be integrated in one base bed. This enables a compact layout with good accessibility. In combination with high agility and the use of minimum quantity lubrication, this machine is ideally suited for machining aluminium structural components.
Wenzler obtains all technologically complex components, such as the rotary axes and the main spindles, from HELLER. The translational axes of the machine are located in the tool and the rotary axes in the workpiece. This enables the integration of traverse paths with dimensions of 1500 x 1250 mm.
Little mass, high pace
Other machines of this size are usually designed for a high metal removal rate, which makes them correspondingly heavy and slow. Wenzler has taken a different approach and designed a very agile machine with low masses. For the size of the machine, the metal removal rate for Strukturbuteilen is rather small and is produced with light to medium cuts. However, the machine must be able to absorb the vibrations caused by the cutting process. The high agility is crucial for low non-productive times.
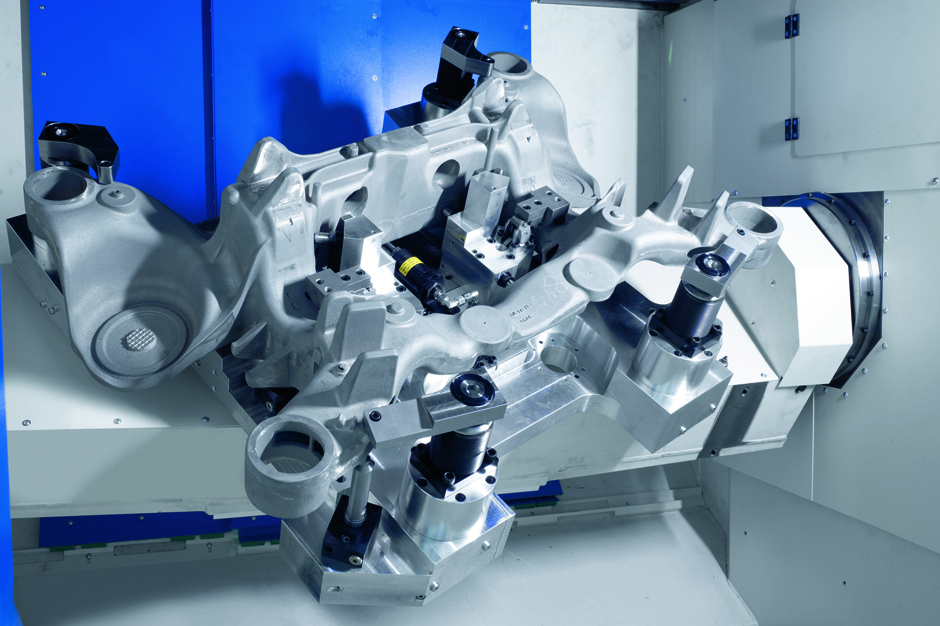
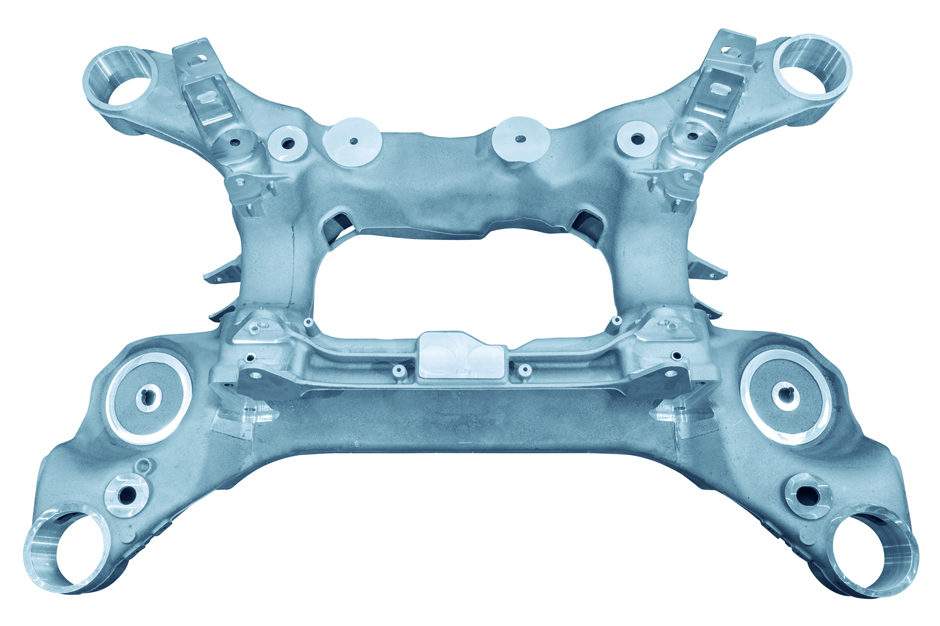
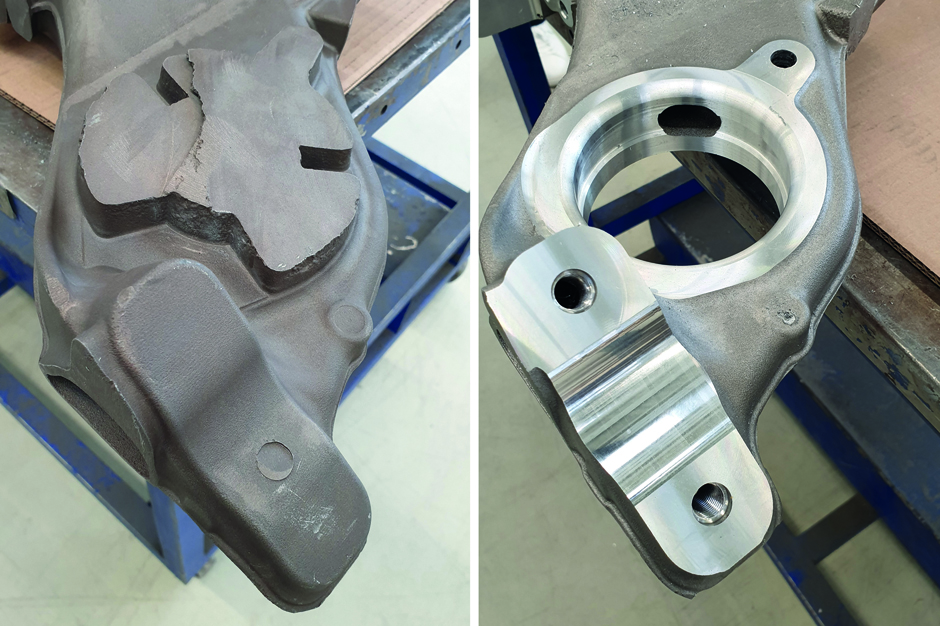
A typical component is the subframe, which functions as a rear axle beam in vehicles. It measures up to 1000 x 1000 mm and weighs between 25 and 30 kg. This lends itself to automatic loading and unloading of the machine. The working area of the VKM is easily accessible from two opposite sides, which allows a safe spatial separation of robot and worker.
The machines are largely designed as turnkey machines. "We always prefer to deliver not only the machine but also the process, the clamping device and the tools as a complete package. Then we have the certainty that everything works well," explains Wolfgang Wenzler,who runs the family business together with his sister Ingrid Wenzler in the third generation.
"We are still primarily a system provider. The requirement profile of our customers has not changed. The customer always comes with a workpiece, names quantity and quality and wants the right solution from us."
When things have to move very quickly, Wenzler sometimes comes up with unusual solutions. In the past, machines have been delivered to customers even though the design of the component had not yet been completed and the process for it was still pending. For this purpose, Wenzler completed the development on a TechCenter machine, which is available in Spaichingen for such purposes, and delivered the process later. This machine was also used when a sports car manufacturer, which does not have its own parts production, urgently needed 3,000 driving stools. Without further ado, the machine manufacturer became a contract manufacturer and helped the customer out of the predicament.
The quality of the components and the process understanding available at Wenzler convinced the car manufacturer. Four years later, he turned to the Spaichingen-based company again. Again, it was a matter of the production of chassis subframes; the company wanted to buy a machine together with a process designed for minimum quantity lubrication. The sports car manufacturer did not start its own parts production, but equipped its supplier, a foundry, which could not achieve the required cycle time for the component on its own.
From four hours to 16 minutes
The foundry company initially needed about four hours to mechanically machine the axle beam in several set-ups and even after various optimisations did not get below two hours. With this output, the production target of 4,000 units of the sports cars per year would have been in jeopardy. Based on the data, Wolfgang Wenzler analysed the component and came to the conclusion that a cycle time of 16 minutes was possible. However, according to him, this could only be achieved if he could get MAPAL on board as a tool supplier for this project. The two companies have been working together for more than 40 years and have already successfully implemented many projects. The precision tool manufacturer from Aalen contributes its entire solution expertise, and there is a trusting cooperation at eye level.
The special challenge this time was the enormously high time pressure for the project, which had to be completely finished within ten weeks. A "normal" running time for such a project is ten months. The raw parts were another handicap. 4,000 components are a small series in car manufacturing. It would not have been economical for the foundry to invest a lot of time and money to optimise the blanks in the way they are known from large series. Instead, they have extremely large sprues and a lot of allowance. Accordingly, a lot of aluminium still had to be machined during finishing.
Wolfgang Wenzler appreciates the cooperation with MAPAL: "The good access in this company is impressive. We very quickly end up with the right people, right up to the management, when it comes to making decisions. We also get binding commitments on the phone without lengthy email correspondence, which was particularly important for this project." Added to this is MAPAL's experience, particularly in the PCD sector. Wenzler was also able to benefit from this vast knowledge.
Three technicians from the tool manufacturer were involved in the project in Spaichingen. Peter Krafft is the technical advisor in charge of all issues in day-to-day business. Sven Frank is Global Head of MTB Management and thus bears responsibility towards the machine manufacturer. The expertise for the components is gathered by Igor Ivankovic, Component Manager Chassis & Brakes. "Thanks to this constellation, we were able to help very quickly, our knowledge is now immediately available," explains Sven Frank. "At MAPAL we have also been paying great attention for years to process designs with minimum quantity lubrication in order to increase the sustainability of machining production. Here we can draw on a great deal of know-how."
Four tools are essential
The analysis showed that the first four of a total of 26 tools are responsible for 60 per cent of the cycle time, all others are only used for a relatively short time. The tool manufacturer therefore knew where to start in order to improve performance. MAPAL was already able to make concrete suggestions for tool design at the first meeting. "It was noticeable that both our companies have a lot of experience in this area and everything can be decided quickly," reports Wolfgang Wenzler.
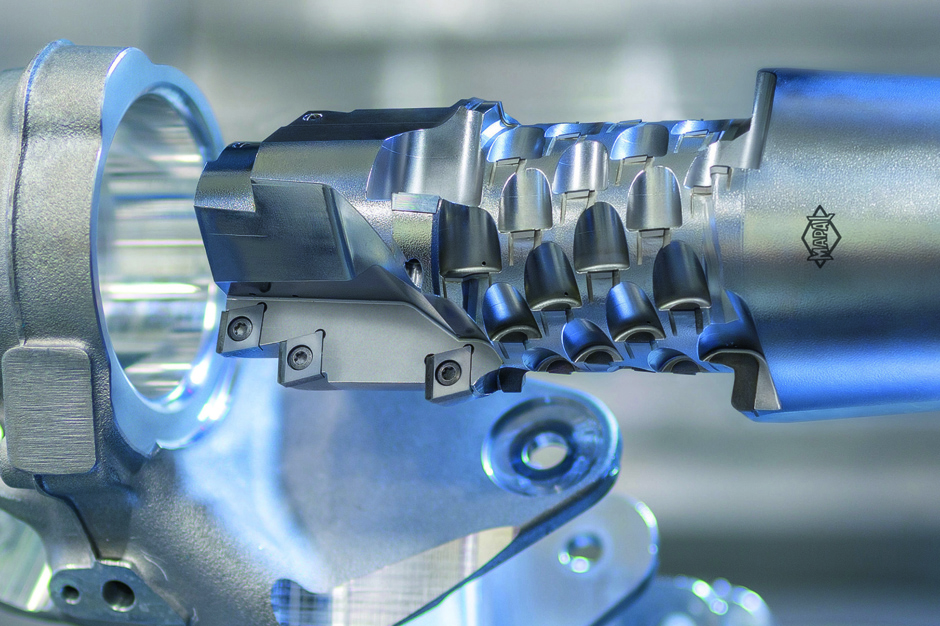
"Of course we at MAPAL thought about which tools to use in view of the low quantities," explains Igor Ivankovic. "As the cuts in individual machining operations did add up to long paths, there was no way around PCD." For the first machining step, the NeoMill-2-HiFeed high-feed milling cutter, a standard tool with carbide inserts, was selected. With a maximum cutting depth of 17 mm, it mills away the risers that had stopped during casting.
Next, a PCD-tipped SPM milling cutter machines various contours. In order to be able to run high ramp angles during helix milling, the tool is exposed on the face side. The pre-machining of the bore reduces the machining forces that occur and offers more flexibility in the case of undefined allowances. For the finish machining of the carriage bearings as the third machining step, MAPAL worked out four possible PCD solutions. As it was not yet known during the project design how the carriage bearings would be pressed in, a flexible special solution with exchangeable PCD cutting inserts, which can be adjusted in radius, was selected for the boring tool. Finally, the fourth tool is a PCD circular milling cutter for machining the camber strut, also a special tool. The defined cutting edge machining eliminates vibrations that can arise from the component or the long projection length of the tool. All tools are optimally designed for use with minimum quantity lubrication.
The results achieved provided relief for Wolfgang Wenzler: "With the tools from MAPAL we produced very good surfaces straight away, so we were highly satisfied. The milling noise was super rich and we were able to run sensational cutting values." He also hit the mark with his calculated cycle time. During the first machining in automatic mode, the component was finished in 16 minutes without optimisation. Despite all his experience, every new structural component is a new challenge for Wenzler. The mass distribution is slightly different for each frame, which therefore has its very own vibration behaviour.
Peter Krafft was also impressed by the fast processing: "The moulds came onto the machine and you could work productively immediately. I have supervised a great many projects, but it has rarely been with so few changes." Sebastian Knaus, technical manager at Wenzler, has several explanations for the drastic reduction in cycle time:
"The foundry initially only had a slower machine available on which standard tools were used that required many paths. Our performance approach was superior to this from the outset. Added to this was the fact that they had previously been working with three set-ups." Because the bridge of the Wenzler VKM has a relatively slim design, machining operations could also be carried out "overhead", which made it possible to produce the entire component in a single set-up.
It is possible that the delivered process was somewhat "over-engineered", Wolfgang Wenzler admits, but everything had to be right the first time in this quick-fix project. This also includes the fact that production at the supplier's now runs reliably in high quality without any regulating interventions.
"Tight production specifications and the shortage of skilled workers could ensure that more high technology is used in the future to guarantee problem-free processes," Wolfgang Wenzler can imagine. The project in Spaichingen has shown that with the saved running time and the correspondingly reduced machine hours with more expensive solutions, low costs per part are possible even with relatively low quantities.
Brief portrait MAPAL Dr. Kress KG: MAPAL tools for customer success
MAPAL Präzisionswerkzeuge Dr. Kress KG is one of the leading international suppliers of precision tools for machining almost all materials. The company, founded in 1950, supplies well-known customers, particularly in the automotive and aerospace industries and in mechanical and plant engineering. With its innovations, the family-owned company sets trends and standards in manufacturing and machining technology. MAPAL sees itself as a technology partner that supports its customers in the development of efficient and resource-saving machining processes with individual tool concepts. The company is represented in 44 countries with production, sales locations and service partners. The MAPAL Group employs 5,000 people, and in 2022 turnover was 558 million euros.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}