
Optimised coating system for fully automated, robot-supported core making technology.
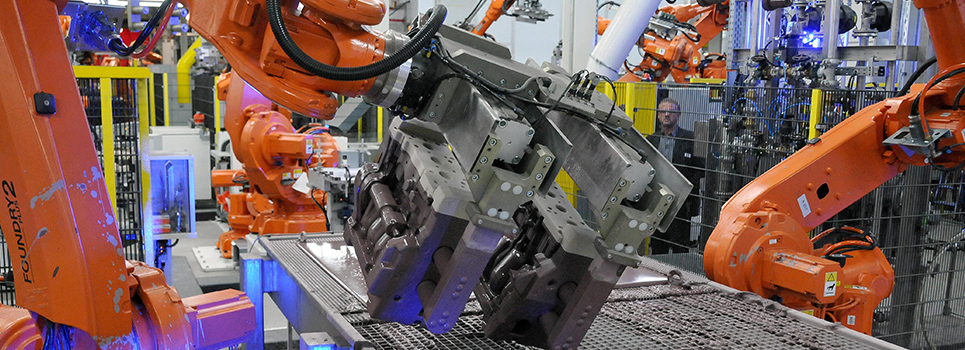
Speed, precision and increased productivity this is what the use of automation technology promises in many areas of industry. Eisenwerk Brühl GmbH, one of the world's largest, state-of-the-art foundries, has also been following the automation trend for some years now. The company’s ultramodern coremaking facilities allow a fully automated production of core packages for about 1.3 million cylinder crankcases every year.
In addition to excellent plant efficiency and high quality standards, automation brings significant work simplification. But it also presents new, previously unknown challenges and problems. In meeting these challenges, Eisenwerk Brühl receives on-going support from Hüttenes-Albertus GmbH, a longstanding business partner in the field of foundry chemistry.
Foundries challenged by modern engine design
The increasing complexity of cylinder crankcases and the dynamic developments in the automobile industry present a huge challenge to foundries, such as Eisenwerk Brühl. Automobile manufacturers aim to reduce fuel consumption with lightweight engine technology to meet environmental requirements. These demands are successively met thanks to technological advances and constructive weight-saving measures such as the use of thin-walled cylinder crankcases with wall thicknesses of < 2.8 mm.
Process reliability through robot use
Eisenwerk Brühl uses core package technology to make casting moulds for the produc-tion of highly complex engine blocks. Core packages with delicate cores are produced in two fully automated, robot-supported core production facilities.
This makes it possible to achieve the required process reliability coupled with excellent plant efficiency and high quality standards, which customers demand for the cylinder crankcases in the new Euro-6-Motor generation.
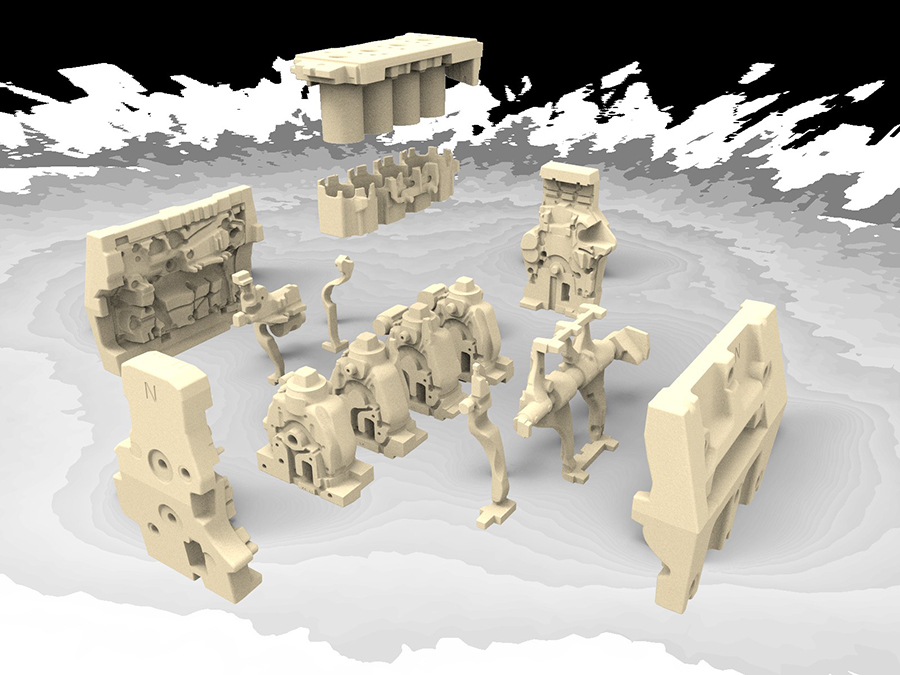
To make this kind of casting mould, 14 sand cores are produced and combined into one core package all while satisfying the highest demands with regard to quality and di-mensional accuracy.
Together with Hüttenes-Albertus, moulding materials and binder systems had already been optimised for this production process. With regards to the coating process, the au-tomated core handling held further challenges for both companies. This is illustrated in the following case study.
Quality characteristics determined by coating residue in the cast part
To ensure high quality specifications, the cast components, among others, go through a leak test, where the individual cavities are impinged with compressed air over a defined test period. In case of a pressure drop during the test, the components are automatically rejected as scrap. Examinations of scrapped cylinder crankcases showed that coating residue caused leaks in various casting batches. Shape and position of the coating resi-due in the cast part helped to localise areas on the core package where the coating must have started to flake off.
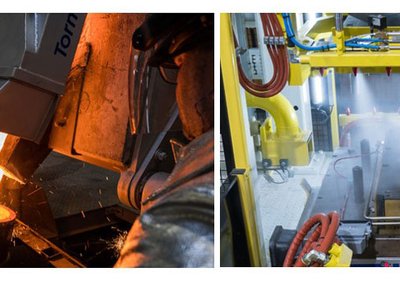
But why does coating flake off in certain positions in an automated process? Closer ex-amination of the robot-supported handling of the core packages could provide the answer: The core gripper on the robot's arm takes the core package and dips it into the waterbased coating. The core package subsequently undergoes the dripping or draining process by swinging to and fro. Finally the core packages are dried in a continuous furnace. They are now covered with an approximately 0.3 mm thick, hardened coating. This also applies to the borders and contact surfaces of two joined core zones within the core package. The coating may flake off in these areas due to the automated gripping and movement processes.
If the coating particles remain in the closed core package, they can be washed into certain zones of the cast part during the mould filling in the fluid melt. In the worst case, the cast part displays the abovementioned quality characteristics.
This case study shows that the technical specifications for the raw and auxiliary materials that are used also need adjustment when using the latest plant technology.
Root-cause analysis and problem solving
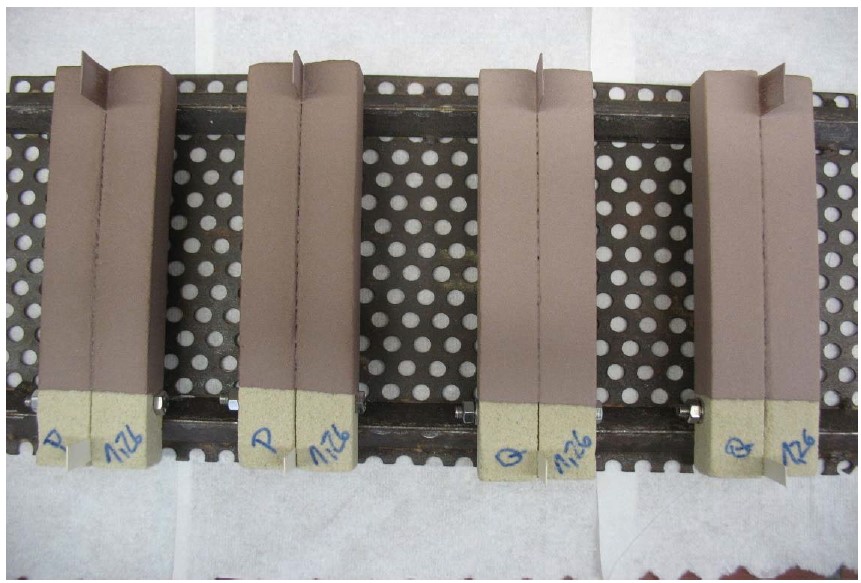
In order to solve this technical problem, this defect first had to be simulated and reproduced under laboratory conditions at Hüttenes-Albertus. To this end, +GF+ standard test bodies with the process parameters of the series production were produced. Two of the test bodies were each screwed together with a gap of 0.2 mm. To ensure a distance of exactly 0.2 mm, two metal strips were inserted in the upper and lower area between the test bars. Then, the test specimens were subjected to the coating and drying process.
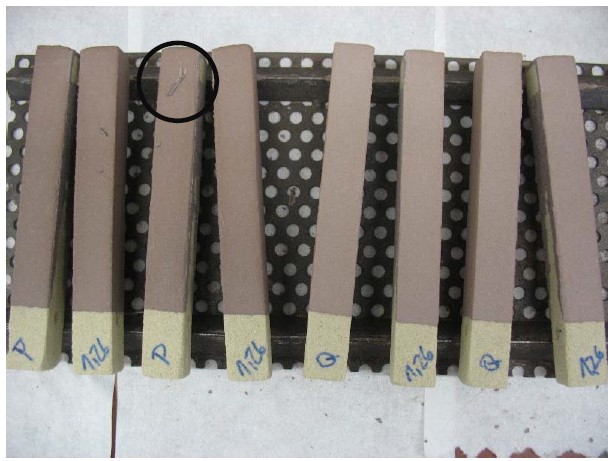
As can be clearly seen in Fig. 2, it was possible to reproduce the defect identified in the serial process. With the help of this testing method, a development matrix was now created which enabled a systematic and structured approach to identify a solution for the existing problem.
Modifications to various ingredients in the previously used serial coating were helpful in finding the solution. They enabled the research team at Hüttenes-Albertus to develop Arkopal 7899 Q, which produced the desired result when used at Eisenwerk Brühl. The casting scrap caused by the defects described here was considerably reduced by im-plementing Arkopal 7899 Q in the serial process.
Perfect match of coating and processing plant
“With the coating that is perfectly adapted to the automated process, we were able to further enhance a process that generally exhibits a very low quota of scrap,” said Stef-an Schreckenberg, responsible for automated core production at Eisenwerk Brühl. “The newly developed coating, combined with a fully automated coating processing facility, offers an ideal solution in cutting-edge core production plants“.
The coating is continually conditioned in an OAS coating preparation plant. This means that the viscosity of the coating is adjusted to the application specific viscosity according to process specifications by adding water or solid matter. At the same time, it is homogenised by optimal recirculation. After being successfully adjusted, the coating continually circulates between the processing containers and the dip tank. Regular testing intervals in the processing containers guarantee both flawless homogeneity and consistent processing viscosity.
Summary
With Arkopal 7899 Q, Hüttenes-Albertus now offers a coating specifically optimised for automated core package processing.
×









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}