

Linde Material Handling (MH) is a globally leading supplier of fork lift trucks and warehousing equipment. The company also provides technical solutions and services in the field of intralogistics. With a sales and service network in more than 100 countries the company is represented in all major regions of the world. In Weilbach the material handling specialist manufactures the counterweights for its broad program of fork lift trucks.
Taking advantage of the potential for optimization with a new shot blast machine
Linde MH is continuously striving to improve its manufacturing operations. Therefore, a Linde project team and the Rösler Oberflächentechnik GmbH worked closely together to optimize the material flow and increase the overall flexibility of the shot blasting operation for different lift truck counterweights (in short LTCW). To fulfill the demand for a better utilization of the available space, Rösler developed a customized system around a continuous feed spinner hanger blast machine RHBD 22/27-F that is setting new standards in the foundry industry.
Fully automatic and flexible operation within an integrated manufacturing system
Within the scope of the newly laid out material handling process the raw castings are deposited in a specially reserved, clearly marked staging area in front of the inlet chamber of the blast machine. After an operator has manually positioned the castings and confirmed this step at the control panel, they are picked up by a power & free system for transport through the shot blast machine. For each work piece type specific shot blasting and transport parameters were defined and stored in the respective PLC programs. This ensures that after the shot blasting operation the LTCWs are perfectly clean with no traces of residual molding sand. At the same time they have a highly homogeneous surface roughness that displays the typical casting structure of the work pieces, even after they have been painted. All process parameters were established on the basis of a suitable operating mix of the selected blast media.
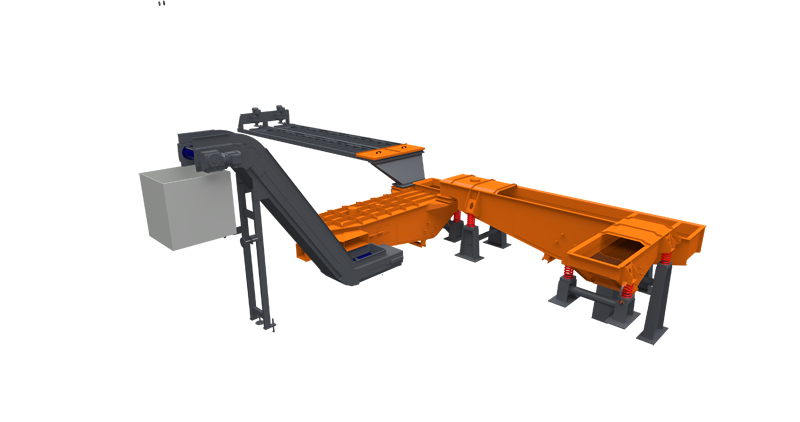
Special foundry version of the shot blast machine RHBD 22/27-F
In compliance with the customer requirements the new shot blast machine was installed at its designated location in the factory. In a very tight space, but easily accessible for maintenance, the return system for the mix of blast media and sand was placed below the shot blast machine. Also integrated into this system was the return of the molding sand carried into the work piece staging area by the LTCWs. For this purpose, the sand is guided to a cross-chute located in front of the shot blast machine. This cross-chute then carries the material to the sand transfer hopper that transports the sand from LTCWs at the staging area and the sand from the inlet chamber onto the return conveyor below the inlet chamber. The return conveyor transfers the collected sand to the central screening hopper below the blast chamber. At the outlet chamber of the shot blast machine a floor scraper returns any residual sand and blast media to the central screening hopper below the blast chamber. The screening hopper separates all sand clumps, burs and metal flashes and transfers them to a sturdy Z conveyor belt for discharge from the machine. The screening hopper transports the remaining sand/media mix to an elevator, from where it is carried to the highly efficient media cleaning system. This device, consisting of a dual stage magnetic separator and an air wash system, ensures a high cleaning efficiency, guarantees a trouble-free operation and minimizes the wear of the shot blast machine. After the LTCWs have been manually positioned in the staging area, they are picked up by the trolleys of the power & free work piece transport system and carried through the different machine sections inlet chamber, blast chamber and outlet chamber at certain indexing time intervals. The three-chamber design of the shot blast machine also helped to minimize the escaping of sand, blast media and dust into the immediate environment. At the center of the entire shot blast system is the blast chamber with five specially placed blast turbines. The chamber is made from wear resistant austenitic manganese steel, grade X120Mn12. For additional wear protection it is lined with 25 mm thick replaceable cast chromium plates. A large maintenance platform, easily accessible by stairs, greatly facilitates the required maintenance activities.
All goals achieved!
With the new Rösler continuous feed spinner hanger shot blast system the demands by Linde MH for a technically and economically optimized shot blasting operation & work piece handling could be fully met. The quality requirements for the LTCW components are fulfilled through precisely defined shot blasting parameters, optimized blast patterns and better wear characteristics. Overall, this resulted not only in a significant improvement of the shot blasting results, but the streamlined shot blasting and transport concept also increased the overall efficiency of the material flow in the factory.
For over 80 years, the privately owned Rösler Oberflächentechnik GmbH has been actively engaged in the field of surface preparation and surface finishing. As global market leader, we offer a comprehensive portfolio of equipment, consumables and services around the mass finishing and shot blasting technologies for a wide spectrum of different industries. Our range of about 15,000 consumables, developed in our Customer Experience Centers and laboratories located all over the world, specifically serves our customers for resolving their individual finishing needs. Under the brand name AM Solutions, we offer numerous equipment solutions and services in the area of additive manufacturing/3D printing. Last-but-not-least, as our central training center the Rösler Academy offers practical, hands-on seminars to the subjects mass finishing and shot blasting, lean management and additive manufacturing. Besides the German manufacturing locations in Untermerzbach/Memmelsdorf and Bad Staffelstein/Hausen the Rösler group has a global network of 15 locations and 150 sales agents.



{kind=link}
{kind=link}