Palletising process
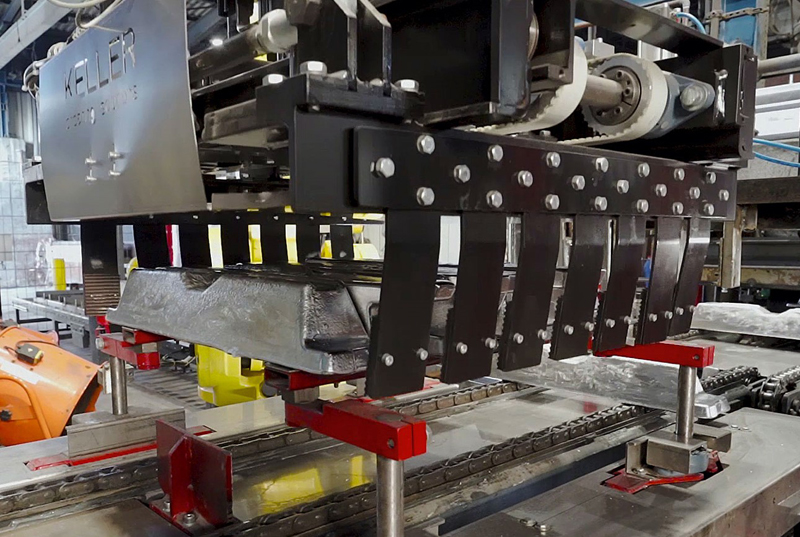
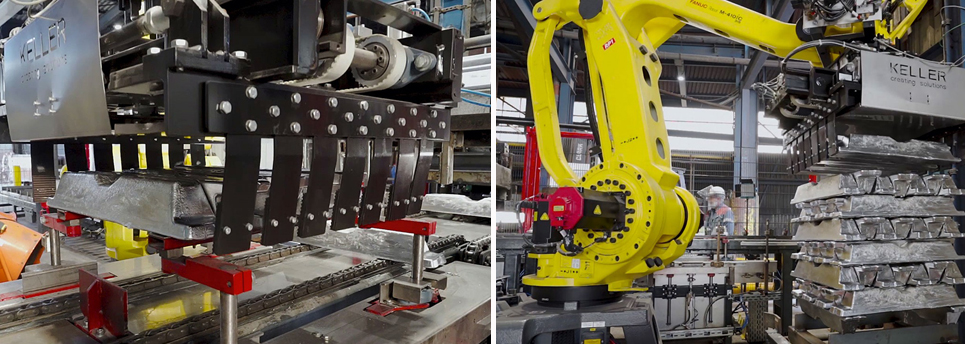
The ingot stacking frames serve as transport medium which are placed on a roller conveyor. A fixed stopper is installed at the end of the conveyor. In this way, the frames which are adjusted on one side are made available to the robot. The handling of the frames and ingots is carried out by a layer gripper with compensation system, which is ideally suited for this purpose (Fig. 1). The ingots are transferred from an existing mould belt to the existing conveyor system, are moved against a stopper which can be folded-away and are aligned transversely to the transport direction. By a turning device, the ingots are conveyed programme-controlled to a defined position.
The foot ingot layers are transferred to a second chain conveyor and are then spaced by stoppers as desired. After the industrial robot has transferred a frame, it removes a layer of foot ingots to place it on the frame. The first ingot layer is now already formed in parallel. After a defined number of ingots have been lined up, a lifting device removes the layer from the conveyor (Fig. 2). The next layer is already lined up in parallel and can then be palletized.
The system is characterised by the following functional features:
- Individual pick-up and transfer from an ingot mould belt to a conveyor system
- Product-dependent positioning by optional turning device
- Positioning of foot ingots by a flexible stopper integrated into the conveyor system with optional mechanical or automatic adjustment
- Individual gripping technology for handling a wide variety of geometries
- Optional lifting device to increase the production output
- Optional functional extension of the robot by transferring transport frames
- Optional device to protect plant components against radiant heat
Components of the system
Industrial robot - With the very flexible industrial robot, the working area is optimally utilized. Software modules can be used to virtually limit the working area of the robot so that the operator and the machine are completely protected.
Unit load gripper - The material take-up and the payload can be designed product-specifically.
Lifting device - The lifting device is used to remove the individual layers of the ingots. This ensures the continuous transport of the ingots through the chain conveyor while the palletizer undertakes other tasks such as moving the transport frames.
Integrated stoppers are used to ensure exact positioning of the aluminium ingots. Depending on the product, a wide variety of palletising options is possible through manual or automatic adjustment.
Conclusion
Solutions from KELLER IMS can be easily and individually integrated into existing production lines.
By means of continuously improved technology, a robot-supported system was developed in which the scope of the components used was reduced to the most necessary. This has simultaneously achieved high availability with minimal susceptibility to faults.
By creating a complex 3D process simulation, the solution was made visually visible to the customer during the project phase and before the start of production. In this way, the spatial particularities could be considered in the planning of the plant.
For further information, please feel free to contact:
KELLER HCW GmbH
Intelligent Machinery Solutions IMS
Carl-Keller-Straße 2 - 10
49479 Ibbenbüren, Germany
Phone: +49 (0)5451 85-0
ims@keller.de