

also available in <link _top>![]()
For several decades now foundries have had a requirement for flexible and affordable solutions for the automation of de-flashing tasks in the fettling shop. With the de-flashing cell based on hexapod robots from the special purpose machine builder L. Janke GmbH, an innovative and flexible concept is now available which encompasses completely new areas of application in the automation of casting post-processing: small and medium-sized runs, cast parts with component lengths of several metres and materials ranging from cast iron to aluminium.
Today’s fettling shop
The manual handling of unfinished castings is as always the most labour intensive area of the foundry. On average, 35 - 50% of the manufacturing costs of cast components are attributable to manual de-flashing alone [1], [2]. Although perfectly successful approaches to the manufacturing of flash-free work pieces exist, it often transpires in practice that these are not feasible or at any rate only with high cost involvement. In order for the foundry industry to remain internationally competitive in a climate of intensified competition, it is necessary to integrate the fettling shop increasingly into the casting machining production process.
|
De-flashing cell for engine blocks with |

By increasing the level of automation in the fettling shop, which often presents a bottleneck, the following potential savings can be taken into account [2]: Increased material flow and therefore improved delivery reliability. Reduction of personnel, in particular multiple shift operation and the guarantee of a consistently high level of fettling quality. Automated post-processing of large volume runs of iron and aluminium components is nowadays indispensable [3]. While this technology has already been introduced into many large foundries, there exists a considerable need to catch up in the small to medium sized foundries. For reasons of costing pressures in international competition, rational casting postprocessing for small and medium runs will also be indispensable in the near future. It is precisely this product range which is come across in many mediumsized foundries.
Conventional solutions
conjunction with pattern-specific de-flashing tools are mainly deployed for punch de-flashing. By using a combination of industrial robots and conveying systems for feeding the processing stations or processing lines, a higher level of automation is achieved which allows deflashing with shorter cycle times and little manpower. Since the increased utilisation of industrial robots in foundries from the end of the 80's, they are also increasingly attracting attention for de-flashing assignments. De-flashing cells based on vertical articulated robots - the work horses in robotics - are more frequently met with in aluminium foundries.
Even although these lend themselves to de-flashing tasks due to their flexibility, simple programmability and low investment costs, they do have certain inherent disadvantages: because the swivel axes are connected in series (serial kinetics), any "give" in the individual joints from the robot base to the hand flange adds up and has a negative effect on rigidity during processing and the accuracy of the result. Inherently, the repeat accuracy of robots is in the order of several tenths of a millimetre - if additional processing forces are affecting the robot then the de-flashing accuracy rapidly lands on the wrong side of reliable residual flash. When processing cast iron parts, the processing forces are even greater which further worsens results and also increases the tendency to have to use bracing in the process. Thus the classic 6-axes robots is almost exclusively utilised in the aluminium field - with mixed experiences on the part of the user.
The hexapod solution
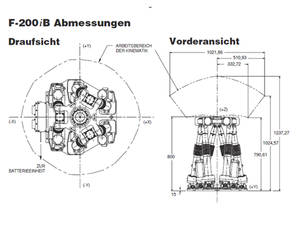
Another fundamental approach follows solutions based on so-called hexapod robots. A hexapod (Greek: "six-footed") is a special form of machine (in this case a robot) which has six legs of changeable lengths. This design makes movement in all six degrees of freedom possible (translation as well as rotary) as with the capacity and self-weight and thereby less motive weight, very good dynamics are also exhibited which are also reflected during high acceleration. An example of one of the few hexapod robots currently being produced in series is the Fanuc F-200i [4] seen in [illustration 3]. This has a relationship of load capacity (100 kg) to self-weight (200 kg) of 01:02 and a positional accuracy of ≤ 0.1 mm which already illustrates that these devices differentiate themselves significantly from today's standard robots. The first machines which were driven with the aid of joint shafts were movement simulators. Thus as early as 1949 [5] a tyre testing machine by Gough emerged with which various realistic loadings for vehicle tyres could be reproduced. Later, D. Stewart [6] described in1965 a parallel kinetic device, the platform of which had six degrees of freedom and which found its way into the literature as the Stewart Platform.
|
|
| Dimensions and operating range of a hexapod. | Automatic tool change system |

The area of deployment for the Stewart Platform was to be flight and driving simulation. These have been used since the 70's mainly in air and space travel technology. Apart from simulation, machines with joint drives have also emerged as measuring machines, but mainly, however, as handling equipment and manipulators. Hence an array of what has now become conventional terminology has been coined from robotics of which the most established designation has been derived from the hexapod machines: Parallel kinematics - or PKM's (Parallel Kinematic Machinetools)
However, even at the time of Stewart's publication, the possibilities of processing using hexapods were already being discussed. Since then there have initially been numerous projects in fundamental research but few industrial applications. The possibilities for these types of application were first taken up again in the mid 80's as it was not until this time that the necessary computing power for the complex multiple axes control became available [8]. In particular, the design for a controller which had to transform the translation movements of the six linear axes into a Cartesian X/Y/Z coordinate system was long held to be very complex. Apart from the well-known flight simulators, machine tools and robots based on hexapods were first developed at the start of the 90's.
|

With the exception of the former however, there is still no field in which the deployment of hexapods has become dominant, partly due to the underestimation of the enormous potential of these devices. Indeed, the advantagesmentioned in respect of rigidity and precision are also bound with a few of the anomalies of the hexapod: thus the platform onto which the tool or work piece is later to be mounted can only be slewed around the spatial axes, seldom more than ± 40 degrees from the home position. So slewing the robot "round the corner" is not possible. Also, the maximum working range as with, for example, the Fanuc F200i with a diameter of around 1 m must be taken into account in the overall concept [Illustration 2].A great deal of experience is therefore needed when concepting and designing such deflashing cells.
If the designer combines the hexapod with components like rotary tables, positioners and linear axes, the limitations mentioned are easy to compensate for. This gives the customer foundry’s fettling shop a powerful machine which unites the rigidity of a machine tool with the flexibility, simplicity of operation and low costs of a robot. Hexapods can be profitably deployed to fill the gap in terms of tolerances and costs which exists between conventional industrial robots and machine tools [8].
Hexapod cells in the foundry
It is precisely this small and medium run gap between hand fettling high volume de-flashing which has to be closed by a flexible de-flashing technology. For more than 30 years, L. Janke Spezialmaschinenbau based in Ratingen has been supplying solutions for the deflashing of aluminium and iron castings. Thus this manufacturer's de-flashing presses have proven themselves admirably for medium to large runs. In order to find solutions also for smaller batch sizes, the engineers at Janke have been involved with hexapods for de-flashing assignments since the beginning of the decade, spurred on by the success of the pilot projects of the manufacturer FANUC in the USA for the premachining of engine blocks and cylinder heads. These cells have now proven themselves in practice over a period of time in well-known foundries. 50 such machines have already been installed for material removal tasks such as machining, de-flashing and boring [9].
|
Hexapod robot F200iB (Fanuc) |

In 2005, the first hexapod test cell was developed at Janke in Ratingen on which, using up to two parallel arranged hexapods, numerous developments have been carried out for de-flashing assignments - for work pieces from 5 to 200 kg in weight and 50 to 2,500 mm in length. Based on the respective preliminary trials, individual de-flashing cells are configured whereby alongside the one to six hexapods per cell, a complete system of ancillary modules is called upon as shown in By individually configuring the cells, these can be optimised for the relevant machining task, work piece geometry and cycle time so that assignments and geometries are possible which a standard cell would fail to accomplish. Thus it was possible, for instance, without further ado, to plan a de-flashing cell for aGerman car manufacturer in which even over 2 m long truck rear axles could be processed by adding a linear axis to the robot. (Illustration 6). Equipping with conveyor systems or rotary tables permits a layout appropriate to the cycle time and Particular attention should also be paid to the compensation of casting tolerances. Because these are manufacturing conditional and more or less distinctly present with all castings, particularly with large work piece measurement and automatic measurement of the component and tracking of the machining tool must be integrated into the cell. Here too, the hexapod based robot concept can play to its strengths. A simple de-flashing cell with direct, manual loading needs not balk at a cost comparison with conventional standard de-flashing cells - although in comparison with the latter, it has considerable more flexibility. With regard to tool drives, both grinder drives for longlife diamond discs as well as low and high frequency motor spindles for milling are available. A special feature here is that both the complete drive as well as the tool insert can be changed within the cell fully automatically – a further advantage of the robot based concept [Illustration 5]. Thus speed ranges of 100 to 30,000 rpm can be achieved and with it a large variety of tasks such as grinding, milling or boring.
|

Where the hexapod is work piece guiding, it can feed the work piece to a measuring station prior to machining and record the component surface in the area of the flash. If the robot in another case is tool guiding, an appropriate sensor can be mounted on the robot parallel to the tool to scan the work piece - if necessary also parallel to the machining. For measuring, there is a selection of various mechanical, inductive and optical measurement sensors available whereby optical and inductive sensors are currently given preference due to their temporal advantage. There is great potential in the recording of the machining and blocking-up forces during the deflashing procedure. Without this, the forward feed speed must be orientated to the maximum possible casting flash in order to avoid tool destruction in awkward cases. However, if a very prompt recording and back-tracking of the forces into the processing programme takes place, the forward feed speeds can be adaptively regulated, i.e. the forward feed and with it the cycle time are permanently orientated to the flash formation. In extreme cases, this can lead to a halving of the cycle time if the flash is subject to strong fluctuations.To guarantee the necessary reaction time of the so-called "force control" within the range of a few milliseconds, a recording of the forces between the robot and tool via special hardware is necessary as well as direct back-tracking in the robot control loop. This additional equipment is already available and is currently being trialled in de-flashing applications.
Conclusion
|
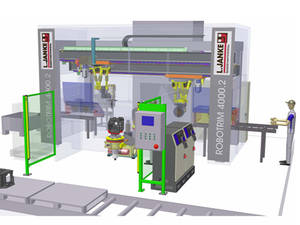
Projects in progress with well-known foundries (Daimler-Chrysler, MT Sachs, etc.) are confirmation of the innovative hexapod concept. At GIFA 2007, Janke is presenting its fully automatic hexapod de-flashing cell to the public for the first time (Hall 16, Stand 16E20). In this cell, two standard hexapods as well as tools and work piece guided 6-sided de-flashing are being demonstrated including automatic work piece guidance, recognition, measurement and palletising [Illustration 4]In the current development plans, an extension of the area of deployment for other foundry assignments has already been achieved, for example hexapod guided chisels such as are necessary, among other things, for the removal of core /mould interface flash. Classic articulated robots. Machining forces working on the robot are distributed amongst the individual legs. The parallel arrangement of the drives gives the hexapods a considerably higher degree of rigidity than the serial robots as the "give" within each axis is not added together. The increased rigidity ultimately leads to an increase in positional accuracy and good process capability such as deflashing. Due to a better relationship between load In industrial applications, the following automated deflashing processes are widespread, mostly orientated towards series production, which are deployed there with varying degrees of success.
|
|


Automated grinding on special machines, in particular for rotationally symetric components such as brake discs, brake drums and steering wheels. Punch de-flashing, i.e. shearing off with knives mounted on a tool and activated by a hydraulic press. De-flashing by grinding, or milling using robot technology. The special grinding machines are, as a rule, limited to smaller, simply designed cast components where the production-dependent casting tolerances are contained. This reduces the de-flashing task to such an extent that it can be completed with one single tool, usually a grinding disc, and a work piece clamp. Large work pieces mostly require tolerance compensation, complex work methods, a re-clamping and a tool change – functions which are not normally provided on today's current standard automatic grinders. Punch de-flashing, on the other hand, accommodates short cycle times and therefore a higher level of effectiveness: thus for medium to long runs the punch de-flashing of iron and aluminium cast parts has proved to be ideal over the last decade. Hydraulic presses inIllustration 1: De-flashing cell for engine blocks with 2 hexapod robots.
| Sub-assembly | Element | Design |
| Hexapod | Installation | - Floor mounted |
| Hexapod | Working principle | - Tool guiding |
| Work piece feed | Manual Roller conveyor | - Single pallets |
| Work piece positioning | Rotary table (inside) |
|
| Tool drive | Grinder drive |
|
| Tool change | Manual |
|
| Work piece | (Without measurement) |
Contact to <link _top>L. JANKE GMBH & CO. KG in our Suppliers Profile
