
also available in <link _top external-link-new-window>
Titanium – Material for the automotive and aerospace sector and its processing
Authors: Dipl.Ing Thomas Hauptmann and Hans Billhofer
Due to its physical, chemical characteristics and its biocompatibility Titanium with its alloys and intermetallic compounds are popular materials in automotive sector, in aerospace, in chemical engineering and in medical technology.As the intermetalic compound Titanium-Aluminium (TiAl ), in comparison to Titanium, has a lower specific weight, this compound is implemented, among other applications, also in aircraft industry, as material for engine components, e.g. turbo-superchargers, pistons, turbine blades and valves as well as the optical industry and in medical technology. Due to the low specific weight of the material, the use of TiAl – turbine blades and turbo-chargers (picture 1) enables a strong reduction of the moved masses and therefore lead to a high cost-reducing potential regarding to fossile fuels.
|

However, so far the high manufacturing price was in strong contrast to the permanently increasing demand for complex parts manufactured from Titanium.
The manufacturing of components made with Titanium is associated with an essentially higher effort and cost as they are for conventional metals/alloys. Mechanical machining such as milling etc. can only be done slowly and carefully with high tool wear.
For the special use in medical technology and aerospace Linn High Therm, in cooperation with ACCESS e.V., an Institute of RWTH Aachen, succeeded to develop a perfected precision casting system for Titanium and Titanium alloys in perennial research- and development work.
|

It is possibe to manufacture netshaped components with highest accuracy grade of 0,1 mm and very good surface quality. Components with a complicated form, undercuttings and sophisticated structures which cannot be manufactured by mechanical conditioning or only with high expense are possible.
The casted parts are nearly in their final shape. Therewith the very extensive postprocessing can be reduced to a minimum. The really difficult processing of the really thin-walled areas of turbo-charger wheels and turbine blades can be left out completely (picture 1).
Hence the design of these areas can nearly exclusively comply with the fluidic conditions inside the mould without having to consider production-orientated restrictions.
The post processing generally consists only of the separation of the casted part with a cutting disc and finishing of the gate locations. Afterwards further post-processing working steps such as polishing and sandblasting can follow.
The here introduced precision fine casting with induction centrifugal casting units is a pressure casting procedure which highly outmatches the conventional gravity precision casting in relation to material density and shape filling level. Compared to the cold wall crucible process it is considerably cost-effective and energy-efficient.
The previously common melting methods, e.g. electric arc melting and fusioning in cold wall crucible which apply due to the extreme reactivity of Titanium are connected with high system costs. The fusioning of casting material in a ceramic crucible by means of inductive heating with high- or middle frequency is time- and energy saving and only needs small available space in the complexes at comparatively low system costs, easy operation and exact temperature control.
The production of vacuum and the flushing of the casting chamber with protective gas extend the width of the application possibilities of induction centrifugal casting units. Regarding to Titanium- and Titanium compounds the melting- and casting process is effected under vacuum or inert gas atmosphere in order to avoid gas reactions with the melt.
|

With the combined vacuum-induction-centrifugal casting systems it is possible to realize the precision fine casting very economically with a compact system, also under vacuum and/or protective gas. If the required ceramic casting moulds are available the re-adjustment of the production of other casting parts is possible within short time without high expenditure. Also for a production of only a small number of pieces the procedure is interesting from the economical sight.
The advantages of precision fine casting with induction centrifugal casting units also have an effect regarding to other materials as Co/Cr alloys, steels, stainless steels, copper, magnesium etc.
Linn High Therm manufactures a wide range of induction centrifugal large casting units, from small table unit for a maximum casting weight of 40 g up to the big Supercast (page 4) with a casting weight up to 3,5 kg (depending on metal / alloy). With these systems the casting into a metal mould as well as the precision fine casting in lost wax technique into ceramic moulds is possible. The size of the components, which are casted, reaches from millimetres size (page 3) to components with a length of 300 mm (page 1).
The dewaxing furnaces, pre-heating furnaces and post-processing furnaces, which are needed for the lost wax technique, are also part of the delivery scope of Linn High Therm.
As long-term partner of Linn High Therm ACCESS e.V. from Aachen is in the position to optimize the casting processes more and more by computer simulation and real casting tests.
For the production of Titanium- and y-TiAl components Linn High Therm offers an automatic casting line with S7 control in which the necessary pre-heating furnaces, centrifugal casting units and heat-treatment furnaces are combined to one functional unit (picture 4).
|

The centrifugal casting units are also applicable for the sample preparation technology in spectroscopy. There they expel advantages like good reproducibility, small material losses and especially the high working speed compared to conventional processes, especially for the production of calibration standards.
Linn High Therm manufactures, next to the described precision fine casting systems, also gravity casting systems for different metals and special systems for this area, e.g. for the manufacturing of Titanium foams.
The comprehensive accessories are adjusted to manifold applications and tops off the production programme.
<link file:7531 download> |
Precision investment casting with the lost wax technique – An overview
For the precision investment casting with the lost wax technique melting crucibles and casting moulds made of multilayer ceramics are produced which are adapted to the casting material and the desired geometry of parts.
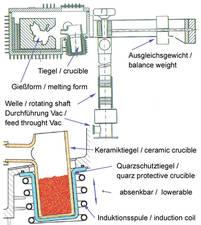
The casting material ingot is placed into a melting crucible (picture 6) and inserted into the casting arm (picture 6 and 7). The preheated casting mould is inserted into the casting arm opposite to the melting crucible.
If necessary a vacuum is generated and several inert gas flushes are applied in the closed casting arm recipient. This applies, e.g., for Titanium and -TiAl.
An induction coil moves from the bottom over the melting crucible (picture 6), the casting material is melted in a short time. After reaching the melting temperature the induction coil is lowered and the centrifugal casting process released.
|

By the rotation and high acceleration of the casting arm around the vertical shaft a centrifugal force is built up that presses the liquid melt out of the crucible into the preheated casting mould. Due to the continuous rotation the force remains constant during solidification of the casting while the melt fills the feeder.
After solidification of the melt the filled casting mould is extracted from the casting arm. If required by the casting material, subsequent heat treatment, with specific temperature profiles and atmosphere conditions can be carried out in a post treatment furnace. After cooling down, the casting is revealed under destruction of the ceramic form.
The castings are separated from the feed channel with a cutting disc and the cast – on sections are ground off. Afterwards, further work stages such as sandblasting and polishing can follow.
Mould making for the lost wax technique
From an original mould a silicone form or a moulding tool is manufactured.
From this mould many duplicates can be produced manually or by wax injection methods. The wax patterns are assembled by hand to casting trees (picture 8), which enables economical production.
|

The casting trees are dipped into special dross and are sanded. Afterwards they are hung up for curing. This procedure is repeated for several times (picture 8); but normally 5 to 6 layers are adequate.
|

If the mechanical requirement of the casting mould is very high, e.g. for thin – walled moulds or high casting pressures, the mould is backfilled in a cuvette made of heat – resistant alloy with a silicate or phosphate ceramic filler. Therewith the necessary strengthening effect is obtained. Normally the casting into the casting mould is possible without back sprew.
The dewaxing step is effected from 40°C to 300°C followed by the firing of the moulds at temperatures exceeding 900°C depending on the ceramics used. For casting the mould is heated up to the required preheat temperature in a pre-heating furnace (picture 10) and afterwards inserted into the casting arm. This preheating temperature, which depends on the material, geometry and the required wall thickness of the work piece, is between 350 and 1100 °C.
|
|


Melting crucible
In the ceramic melting crucible the casting material is fused by induction.
Due to the hot melt a high mechanical and chemical strength crucible material is demanded and a good thermal shock resistance is required.
Some casting materials, e.g. stainless steels, superalloys or Titanium, are very re-active when molten and even higher standards are demanded from the melting crucibles concerning chemical resistance. Furthermore it has to be ensured that no undesired materials are released to the melt from the crucible material.
In order to achieve high process stability an exact adjustment of crucible material, crucible shape and casting material is required.
With the help of 3D – simulation programmes (picture 10) casting processes have been simulated with a large variety of conditions and a series of melting crucibles with optimal crucible shapes have been developed for a large part of applications. These crucibles are part of the wide accessories program of Linn High Therm. For this reason normally a custom made design of the melting crucibles is not necessary.
|

Vacuum and inert gas
To eliminate undesired reactions of the casting material and to benefit the complete filling of the casting mould a vacuum can be generated for extraction of remaining oxygen and additional flushing with inert gas can be performed. Therefore, a vacuum system and an inert gas flushing unit is integrated into Linn casting systems.
The axis of the casting arm is designed as hollow shaft. It is connected over a vacuum-tight rotary transmission feed through with the pump system (picture 6). Inert gas (e.g. Argon, Nitrogen, Forming gas) is used for flushing of the chamber.
For casting of Titanium and its alloys the vacuum system has been improved and the pump program (arbitrary pre- and after pumping times) is adjusted to the requirement of casting Titanium.
Typically the vacuum system consists of a Roots-type pump with 800 m3/h and a corresponding backing – pump. This pumping station allows short evacuation times and guarantees the required vacuum during melting and casting. For working vacuum 5 x 10-2 mbar can be reached within 20 s, as maximum end vacuum in the chamber 10-3 mbar is possible. As rotary transmission feed through a specially designed model with solenoid fluid sealing systems is used that guarantees a high stability.
Induction melting
The principle of induction heating is comparable with a transformer. The ceramic embedded water – cooled induction coil (primary winding) induces Eddy currents in the casting material (secondary winding) that are directly transduced into heat by Ohmic losses. Besides the heating of the casting material the Eddy currents coincidentally generate a stirring action which guarantees highest homogeneity and reproducible casting results for all alloys and metallic compounds.
A 20- 30 kW, 10-20 kHz medium frequency generator enables short heating rates, minor temperature retention times of the melt in the crucible can be reached for the casting of Titanium and Titanium alloys.
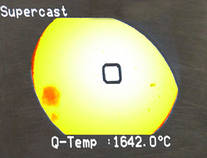
The temperature measurement is done by a pyrometer which contactlessly measures the temperature of the melt through the observation window of the casting arm and transfers it to the S7 control.
For alleviation of the visual supervision a picture of the pyrometer is shown on the monitor (picture 11).
|
Centrifugal casting process
The powerful, speed – controlled, special motor rotates the casting arms and provides an exact acceleration of the material achieving specific casting parameters during the actual casting step.
All process steps are automatically controlled by program controllers in all parameters.
For the Titanium casting the angular acceleration of the casting arm has been increased. Due to the small specific weight and high melting point as well as solidification speed of Titanium – in contrast to other metals – it has to be pressed into the mould with higher forces to fill it out completely during casting.
Depending on the geometry of the casting part the acceleration and the final rotation speed of the casting arm can be adjusted steplessly, e.g. regarding Supercast from
1 – 15 s and from 0 to 300 rpm respectively. This is realised by a – servo motor with frequency converter.
The Supercast series is equipped with a modern Siemens S7- PLC with touch panel and casting recipe programme. The complete cycle can be completed either in manual or in automatic mode so that the process steps vacuum pumps, protective gas flushing, casting and centrifugation can be independently performed by the system.
Therewith a safe reproducible process flow is guaranteed and the casting parameters can be adhered to 100 %.
Heat Treatment
Some materials, e.g. Titanium alloys for high-tech applications, require a heat treatment directly after the casting. The casting parts are inserted into an after heat treatment furnace (picture 13) immediately after casting where they achieve pre-adjusted temperatures, holding times and exactly defined cooling down times. The furnace can be a continuous belt furnace or a chamber furnace which is operated in batch operation, e.g. a FAH and a KS-S model, respectively, from Linn High Therm.
|

Conclusion
Induction centrifugal casting systems allow the economic, but process-stable casting of near – net shaped components of metal or alloys. Especially interesting are casting system for the processing of material with stringent requirements, e.g. Titanium and intermetallic compounds like -TiAl or FeAl.
Due to their wide product range, Linn High Therm systems are applicable for the manufacturing of the smallest components in small quantities as well as for the serial production of bigger components.
