

RSM Castings of Northampton is one of Europe’s leading Shell Moulding foundries and has produced Shell Mould castings since 1975. RSM produces more than one million castings a year for the automotive, hydraulic and engineering industries for their customers in Germany, France, Slovakia, Hungary, Poland, USA, Brazil, China and India.
The problems faced by the foundry
Since the closure of large foundries in the UK using resin coated sand, volumes decreased to such a level that one major producer found it no longer viable to produce resin coated sand and ceased production in 2011. For RSM and the remaining shell sand users this meant either paying a high premium for UK supply or importing the sand from mainland Europe. So with these additional costs and a limited UK sand supply base in mind, RSM decided to invest in and install its own thermal sand reclamation and re-coating plant.
RSM turned to Omega with the knowledge that, since the purchase of Richards Engineering, Omega had the sand coating technology based on the proven Fordath design.
Equipment supplied
Complete 2 tonne per hour Thermal Reclamation Plant for reclaiming the used shell sand
Complete 2 tonnes per hour Resin Coating Plant consisting of:
- Flake resin weighing system
- Hot sand weighing and dispensing system
- Calcium stearate weighing and dispensing system
- Hexamine solution system
- Gas fired sand heater
- Batch mixer
- Disintegrator unit
- Vibrating screen
- Fluid bed cooler classifier
- All supporting steelwork
- Dust and fume extraction
- Electrical control panel
The Installation
Both the thermal reclamation plant and sand coating plant were enclosed in separate buildings to keep weatherproof and maintain the local aesthetics. RSM also invested in a small sand laboratory where the coated sand can be tested on an hourly basis. Three men run the entire plant – including sand testing!
Process flow
Used sand from the foundry is fed into the thermal reclamation plant where all resin and organic matter are completely removed. The thermally reclaimed sand is then pneumatically conveyed to a raw sand hopper above the coating plant.
Sand from the raw sand hopper is released into the sand heater. The level of sand in the fluidised bed sand heater is controlled by monitoring the fluidising fan motor current, as the bed increases in depth, then, the current increases due to the increased resistance of the bed depth. When the amperes are at the pre-determined setting, sand from the raw sand day hopper will stop and the main gas system will ignite from pilot burner, the safety proof burner will also ignite. With the fluidising bed ignition system now stable, the sand will heat towards the pre-set point.
At the same time, the flake resin tray feeder and the Calcium Stearate screw feeder will feed these materials into their respective weighing units until the required weight is reached. When the sand temperature reaches the set point, the heater discharge valves will open allowing hot sand into the hot sand weighing unit and when the required set weight is obtained the sand heater outlet valves will close. Next, the mixer exhaust damper closes, hot sand discharges from the weigh unit into the mixer, together with resin and a measure of Calcium Stearate from each weigh unit. The pre-mix period will begin to be timed, resin will melt and be mixed onto the sand grain and Calcium Stearate distributed through the hot sand/resin mass.
When the pre-mix period is ended, quench water will be dispensed into the mixer, followed by the required quantity of hexamine solution. Final mixing time will then start and the first stages of cooling the coated sand takes place, Hexamine reacts with the resin and water evaporates from the hot sand/resin mass. A second measure of Calcium Stearate which has already been pre-weighed will be fed into the mixer and the mixer exhaust damper will close as the powder is introduced, after a pre-set time the valve will again close.
The sand coated with reacted resin and lubricated by the Calcium Stearate will discharge from the mixer into the rotating disintegrator blade. The mixer door will close and immediately the next batch of hot sand, resin and Calcium Stearate - already pre weighed during the previous process cycle - will discharge into the mixer and the process cycle is repeated. Coated sand lumps and grain will move along the disintegrator and air expelling from the shaft jet holes will continue the cooling process, sand lumps being further reduced in size and leaving the disintegrator down the accept section of the chute onto the vibrating screen (there is also the option to reject the batch at this stage).
Remaining sand lumps above 12mm will be reduced on the top screen deck to fall with the other coated sand particles onto the lower screen. The undesirable oversize material will remain on top of the lower screen and this will be removed and disposed of at the end of each production shift. All sand passing through the lower screen will enter one of the two fluid bed coolers. In the case of RSM, one cooler discharges directly into a full pipe PV for their own consumption whilst the other cooler discharges into a bin or bag for commercial sale.
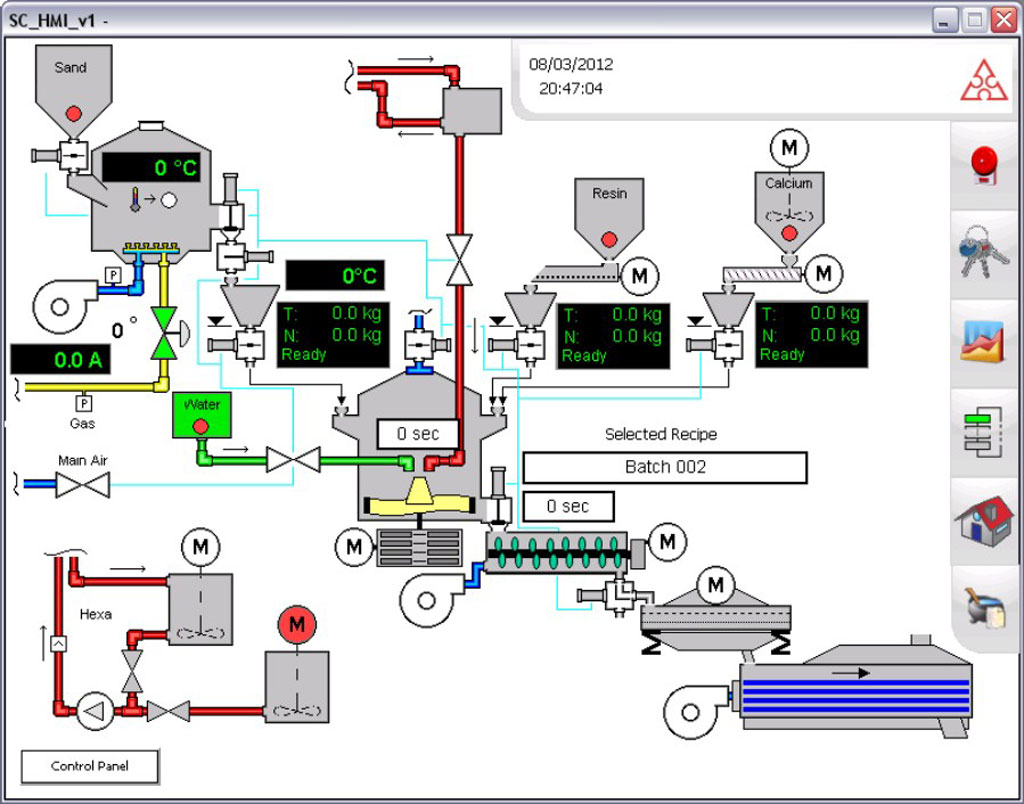
The amount of sand produced and material consumed is logged and displayed at the main control panel HMI. Temperatures, status and recipe settings are also controlled and monitored from here.
Conclusion
By re-using the more rounded, cleaner and thermally treated reclaimed sand, RSM have managed to reduce the overall resin addition on the sand by 10%. This means that they have less mould breakages due to the higher strengths achieved, better casting surface finish due to the more rounded sand grains and less gasses released during casting due to the lower resin additions. The other positive effect is that they are now dumping almost zero sand – saving on disposal skips and transportation – as well as buying much less new sand. The only new sand purchased is to make for natural losses which run at around 8 to 10%.
The saving on dumping alone equates to £20,000 per year.
Finally, RSM had the foresight to install a bypass system on the coated sand outlet whereby surplus good quality coated sand can be loaded into small skips or bags and sold to other foundries. They already have a few interested foundries and have even considered taking used sand from other foundries for reclamation and re-coating.
Barrie Jones, chairman and joint managing director said ‘There is no doubt that this was a good and totally justified investment’, he also went on to say that “RSM has built a reputation since it was mestablished in 1975 for providing high quality castings and I am sure the decision to invest a msignificant amount of money in a new machine will pay dividends in the months and years to come.” In fact Barrie recently calculated that the entire investment will have paid back within 4 years!
<link record:tx_browserdirectory_directory:4861 internal-link>Omega Foundry Machinery Ltd.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}