

The Importance of Added Supplier Value in the Foundry Industry
by Andrea Ferkinghoff, ProTEC Marketing und Verena Skelnik, ASK Chemicals
The value chain in industrial production is complex and requires all those involved to work with the utmost efficiency in production and quality assurance. The increasing requirements are driven by the ever more stringent standards for reducing emissions and optimizing quality management (ISO-TS 16949). This also affects the foundries and their suppliers. Manufacturers are expecting their suppliers to get involved in the development and production tasks on an increasingly comprehensive level and to provide evidence of sustainable production; this is because the pressure is growing to produce in an energy-efficient and material-efficient way.
These challenges are faced every day at the MGG Netherlands B.V. foundry (hereafter MGG) in Tegelen (Netherlands) near the German border. With an annual production of more than 12,000 metric tons of cast aluminum, the company operates one of the largest aluminum sandcasting foundries in Western Europe (image 1). High-quality series production cast parts for customers from all over the world are produced by more than 400 employees on an area of 29,000 m2. The commercial vehicle, passenger car and boiler industries in particular rely on cast parts produced in the Netherlands. A production output of this magnitude requires strategic partnerships with suppliers, whose products must satisfy the highest requirements in terms of reliability.
In the process, foundry chemicals such as coatings and binders for the casting process may seem insignificant at first glance. But far from it they play a crucial role in the production process.
This is why the Dutch core-molding plant (image 2), which produces 15,000-20,000 shots per week and uses 400 metric tons of sand, has been working closely together with ASK Chemicals, one of the leading foundry suppliers, for years and uses the company’s high-quality cold box binders.
Quality assurance on all production levels
MGG produces successfully cast parts that are close to the limits of what is physically possible. The foundry meets the ever increasing requirements through intensive information sharing with customers and suppliers and by continuously optimizing the production of cast parts. In this respect, it can draw upon a solid portfolio of support tools such as simulation methods, prototype production or rapid prototyping. MGG does not see itself as a developer, but rather as a process optimizer who works closely together with its customers. The aim is to produce “ready-to-install” products that meet the customers’ high requirements. According to John Huskes, Senior Production Engineer at MGG, the only way to do this is by implementing stringent quality assurance (image 3).
These same requirements are also passed on accordingly to the suppliers of foundry aids such as binders and coatings.
Needless to say, the ever rising competitive pressure results from the efficiency drive to produce castings in less and less time, with less effort and more complex geometries, while keeping process reliability at a consistently high level or improving it at the same time. The expectations placed on suppliers are therefore high. “We are looking for partners who will not only sell us their product, but who will provide comprehensive support and input for further development in production.” says John Huskes. “The decision-making processes for selecting suppliers are highly complex. Cooperation, technological expertise and economic efficiency play an important role here.”
Driving success with innovations
MGG has always used high-performance binders from renowned suppliers. Conventional or standard cold box binders have never satisfied the Dutch company’s high requirements. In 2011, MGG began testing the new ECOCURE solvent less binder technology (SL technology). Always pursuing the aim of reducing BTX and odor emissions, improving the physical and thermal properties of the cores and, ultimately, reducing the use of binders and amines with this new technology. After an approximately one-year testing phase, series production finally started with the new generation of ECOCURE solvent less binder technology from ASK Chemicals. While MGG relied on two suppliers of cold-box binders in the past, the company has demonstrated its near 100 % commitment to the new efficient, resource-saving technology ever since the successful completion of the testing phase.
Impressive cooperation results
A conventional cold box system can be described as a three-part system: Component 1 is comprised of around 55 % phenolic resin and 45 % solvents. Component 2 is mainly comprised of polyisocyanate derivatives and 15 % to 30 % solvents. Finally, the tertiary amine catalyst, which initiates the reaction, forms component 3. Both component 1 and component 2 of the binding agent can contain special additives that are used to optimize special features or casting properties. The polyurethane reaction consists of phenolic hydroxyl groups in component 1, which react with the NCO groups (isocyanate groups) in component 2. In the new solvent less system, component 2 has been specifically designed to be just as effective as a normal 2-component system, but without using solvents. The solvent-free formulation for component 2 contains a special polyisocyanate component. Special additives that interact exactly with the adapted component 1 were added. With this unique combination, the total amount of binding agents can be reduced by 20 %. The new SL technology contains VOC-free solvents that use high-quality chemicals. In the formulations, the known plant esters are replaced by these solvents to offer users the unique option of reducing a part of the emissions.
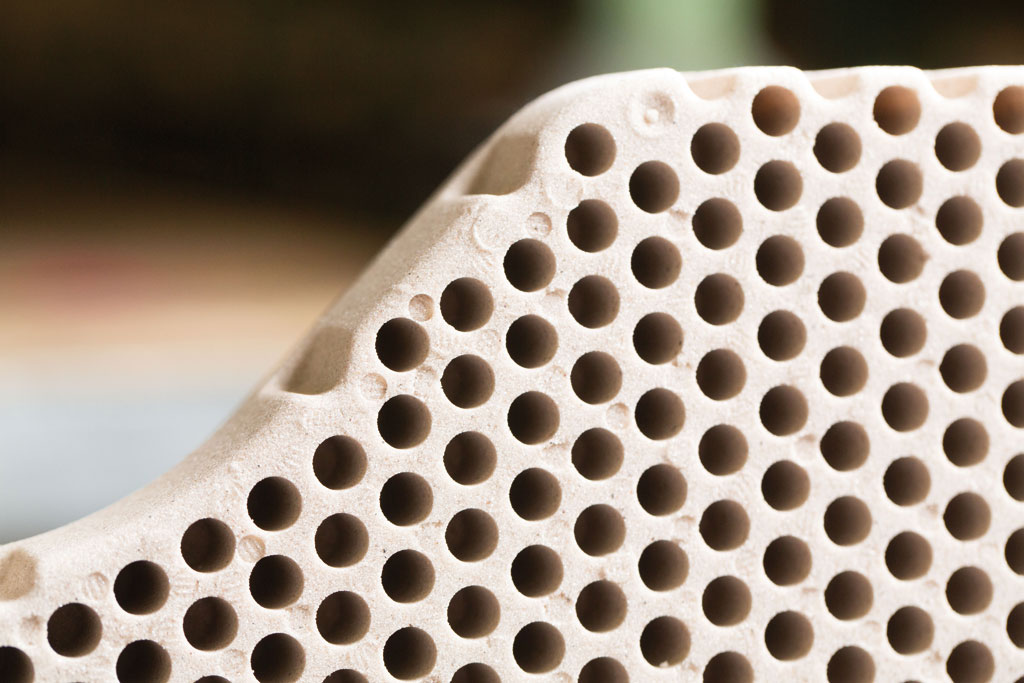
The physical properties of the cores that were produced using the new technology were able to convince MGG. John Huskes was impressed by the dimensional accuracy and thermal load capacity of the cores that were shot in Tegelen (image 4 and image 5).
The good core removal capability is a result of using less organic material while maintaining the same amount of oxygen during casting. This means a reduced buildup of deposits and therefore less need for tool cleaning.
By using the new generation of binders, MGG ultimately achieved a significant reduction of emissions during the casting, cooling and shake-out processes, while maintaining excellent dimensional accuracy at the same time.
As revealed by the example formulation (image 6), the dosing ratio is more favorable with the new technology than with the rival product; in addition, the amine content is a convincing 30 % lower as compared to the competitive product. While the available processing time is up to 90 minutes long with the ECOCURE SL technology, MGG had a time window of just 60 minutes when using the rival product. The advantage the ECOCURE SL technology brings to the Dutch foundry is therefore clear: Increased productivity.
In addition, MGG discovered that the sand used by the company reduces the absorption of moisture by 60 %. The rejection rate of the produced sand cores is currently at 2 %. Especially in boiler production, where foundries rely on particularly high-quality cores, the rejection rate caused by gas defects was reduced by more than 5 %.
Sustainability criteria such as energy and resource efficiency are becoming a competitive factor
Environmental friendliness and sustainability play an important part today when it comes to selecting suppliers and foundry aids.
For this reason, MGG commissioned the IFG (Institut für Gießereitechnik) in Dusseldorf to examine the BTX emissions and odor produced by the ECOCURE SL system and by its rival products used to date. Here, too, the new development from ASK Chemicals displayed its strengths. While the odor generated was 20 % lower (image 7), the BTX emissions were reduced by 60 % (as compared to the other two cold box binders) with the new ECOCURE SL technology. In addition, it almost goes without saying that visible smoke development is a thing of the past in this foundry. For the foundry and not least for its employees and the people living nearby in Tegelen, results like these are an important and clear signal that the company is doing its best to support environmentally friendly technologies.
This best practice example highlights the importance of the contribution made by suppliers of foundry consumables to the foundries’ added value. The use of efficient, low-emission binder systems in particular shows that the basis for quality improvements and emissions reductions can already be created at the component production stage by carefully selecting the components and consumables for the relevant casting process.
About MGG Netherlands B.V.
MGG Netherlands is based in Tegelen and is one of the most modern and innovative aluminum sandcasting foundries in Western Europe.
In addition to the established aluminum sandcasting process, MGG also uses low pressure sandcasting (image 8), a patented system specially developed for controlled casting.Very thin-walled castings with improved mechanical properties, which are mainly used in commercial vehicles and passenger cars made by renowned manufacturers, can be manufactured with this process (LPSC/low pressure sandcasting). The production of high-quality components for the boiler industry is another important field.
The company relies on the expertise of its employees that has been built up and passed on in Tegelen for many years now. MGG sees itself as a pioneer in the areas of engineering and development, and works closely together with its customers. The supply chain ranges from casting to assembly-ready products.
also available in: <link record:tt_news:13850 internal-link>
![]() <link record:tt_news:13851 internal-link>
<link record:tt_news:13851 internal-link>![]()
###COMPANY_LINK### <link record:tx_browserdirectory_directory:235 internal-link>ASK Chemicals GmbH


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}