

For a new production line for railway equipment, a Chinese manufacturer requires high production capacity and also constant surface quality. The choice fell on a continuous feed hanger blast machine, model RHBD 34/13-K, from Rösler. One reason for the customer’s decision was that the Rösler machine concept not only allows for the fully automatic blast cleaning of different weldments, but also the manual air blast touch-up of particularly complex surface areas. Another reason was that a nearly identical blast cleaning system has been running successfully for the past five years at a manufacturer making similar welding components.
Located in Shenyan, the capital of the province Liaoning in North-Eastern China, Shenyang Liyuan Railway Vehicle Equipment Co., Ltd builds railway equipment. Because of higher capacity requirements for locomotives and rail cars, as well as demands for improved quality, it had become necessary to invest in a new shot blast machine for blast cleaning of welding constructions prior to painting. Five years ago, the Tangshan Railway Vehicle Co., Ltd. (TRC) had purchased a shot blast machine for a similar blast cleaning application. After a visit at TRC, the customer decided to purchase his new shot blast machine from Rösler.
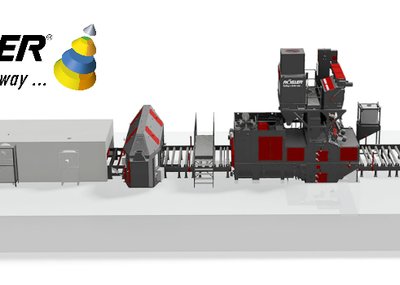
High performance turbines ensure excellent results and high efficiency
The continuous feed hanger blast machine RHBD 34/13-K for Shenyang Liyuan Railway Vehicle Equipment allows the blast cleaning and paint preparation of large welded components, like the base frames for wheel suspensions, various frame elements, cross members, and other suspensions measuring up to 3,600 (L) x 2,925 (B) x 750 (H) mm (142 x 115 x 30”). The transport system can handle maximum weights of seven tons (15,400 lbs.). Since the specifications for automatic blast cleaning called for a surface quality profile of SA 2,5 and surface roughness readings of Ra = between 6 and 12 micron (240 – 480 micro inches) on all surface areas of the 31 different welded components, the Rösler shot blast system is equipped with 16 energy efficient, high performance turbines, type Gamma 400 G with an installed power of 11 kW each.
The turbines are placed around the blast chamber in two ring-shaped rows, with each turbine throwing 140 kg (310 lbs.) per minute. The Y-shaped design of the throwing blades and the optimized blast media transfer in the Rösler turbines allow a highly fluidized acceleration of the media. This generates higher throwing and impact speeds compared to conventional turbines of similar size resulting in an increased shot blast efficiency of 15 – 20 percent. The precise, focused blast pattern also contributes to the increased shot blast efficiency. The throwing blades are made from forged and hardened tool steel significantly extending their service life. Moreover, since both sides of the throwing blades can be used, the already high blade uptimes are practically doubled! The blast chamber is made of highly wear resistant manganese steel. In addition, the areas in the blast chamber directly exposed to the blast stream are lined with easy to replace, overlapping wear plates, also made from manganese steel. This ensures optimum wear protection for the shot blast machine.
Full automatic operation and manual touch-up in one single machine
The machine design was adapted to the tight space conditions at Shenyang Liyuan Railway Vehicle Equipment Co. That is why loading of the work pieces takes place directly in front of the machine: With a transport solution supplied by the customer the welding components are placed below the trolleys of the shot blast machine, mounted to the work piece fixtures and lifted up. After an operator has entered the work piece specific shot blast program, the trolley with the work pieces travels into the entry chamber.
The turbines, blast media transport system and dust collector are started up, and the doors close automatically. Then the components pass through the blast chamber at a specified travel speed in a straight linear fashion. The optimum arrangement of the turbines around the blast chamber allows for perfect, all-around blast coverage of the welding constructions. Because of the space restraints, after completion of the blast cleaning cycle and automatic shut-off of the turbines, the trolleys with the finished work pieces travel from the exit chamber back into the blast chamber. At that moment the blow-off system starts to remove any residual blast media from the work pieces.
Behind the exit chamber is a manual blast room. This allows for the air blast touch-up of the welding component’s complex surface area, with undercuts and internal areas, which may not be perfectly cleaned during the automatic operation despite the optimum turbine placement. The blast room is equipped with a walk-on floor, pressure blast system and a lighting system, which is protected against flying blast media.
The blast media cleaning and recycling system with elevator, cross transport auger and air wash separator can handle around 2 tons (4,400 lbs.) of blast media per minute. Multiple radial fans generate the air required for removing residual blast media from the work pieces, once the blast cleaning cycle is completed. Compared to compressed air, this results in lower operating costs and also ensures a continuous supply of the required air volume. An automatic media replenishing system guarantees that the blast system has a sufficient supply of blast media at any time. As soon as the level sensor in the media hopper signals a demand for media, the required media quantity is replenished from so-called Big Bags.
As supplier of complete surface treatment systems Rösler Oberflächentechnik GmbH is global market leader in the field of mass finishing and shot blast equipment, paint and preservation lines as well as consumables and process technologies for the optimum surface treatment (deburring, descaling, de-sanding, polishing, surface grinding,….) of work pieces made from metal and other materials. Besides the German manufacturing locations in Untermerzbach/Memmelsdorf and Bad Staffelstein/Hausen the Rösler group has branches in Great Britain, France, Italy, Netherlands, Belgium, Austria, Switzerland, Spain, Romania, Russia, Serbia, Brazil, India, China and USA.








{kind=link}
{kind=link}
{kind=link}
{kind=link}