
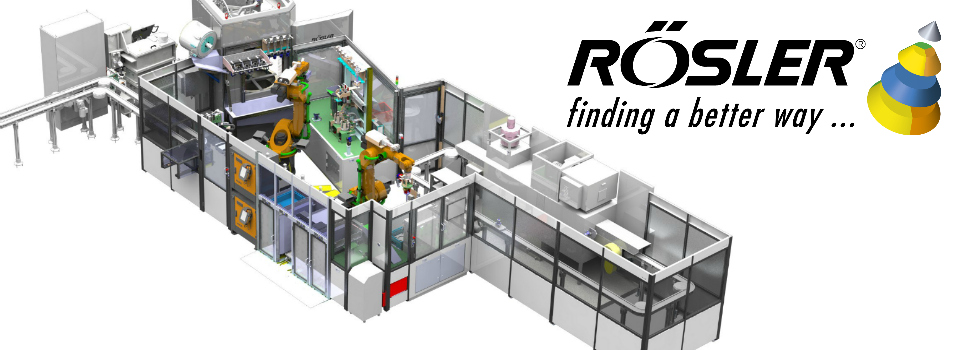
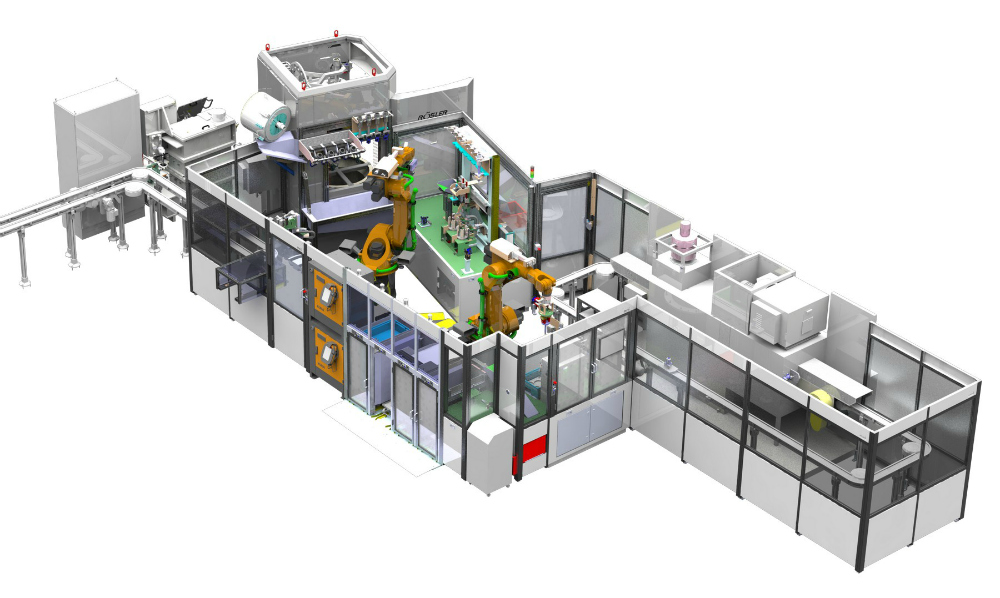
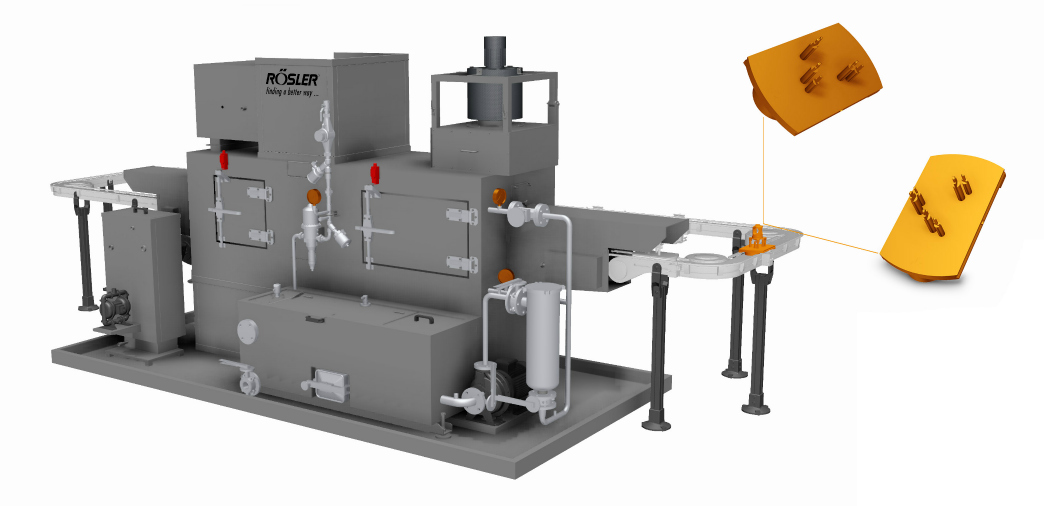
For a renowned manufacturer of various throttle valves and exhaust flaps Rösler developed a complete, fully automatic, integrated processing system. It includes a work piece transfer unit from different machining centers, the Surf-Finishing and fine cleaning process itself, the application of a data matrix code, packaging of the finished work pieces in small load carriers (KLT’s) and their transfer to stacking cells.
Klubert + Schmidt GmbH, located in Pottenstein, Bavaria, develops, manufactures and markets highly complex throttle and flue gas damping systems for all kinds of on- and off-road as well as marine and industrial applications. The company also produces sophisticated single components and assemblies for leading manufacturers in the field of hydraulics.
Challenging requirements regarding surface finishing and component cleanliness
During the course of a capacity expansion project for the CNC machining of precision components, like insertable housings for the control of exhaust gases, the company also invested in a combined solution for deburring and fine cleaning of the work pieces.
Klubert + Schmidt purchases the raw parts as castings from two suppliers. In this context the integrated production system must ensure that no part mix-ups occur. After machining the exhaust gas control housings may contain small internal burs, which must be completely removed. The subsequent cleaning process must ensure that the components meet the most stringent cleanliness requirements.
Fully integrated, linked processes with robotic work piece handling
For the Surf-Finishing operation, a highly specialized mass finishing process, a robot picks up the machined housings from a transport belt. Prior to the actual deburring process the work pieces undergo a rough cleaning step with compressed air. Subsequently, the work pieces are placed into the loading stations, where they are automatically mounted to specially developed work piece fixtures. These allow the clamping of multiple components onto each spindle of the Surf-Finisher. A partial protection of certain work piece surface areas during the finishing process is not required. The deburring operation takes place with non-chipping ceramic media. The high speed of the rotating work bowl with the resulting high pressure between media and work pieces not only results in relatively short deburring times but also ensures the removal of all burs on difficult-to-reach internal contours. To prevent corrosion of the work pieces, the mass finishing compound contains a water-based additive that provides a temporary corrosion protection.
After the work pieces have been removed from the work piece fixtures, the robot places them on the transfer station for the subsequent cleaning process. There a second robot picks up the parts and positions them on specially designed work piece carriers. In an initial step the housings are passing through a cleaning station, where they receive all-around cleaning with a special wash solution. After passing through a rinse-off zone the work pieces are then dried with hot air.
Automatic quality control, application of a matrix code and packaging
The quality control fulfills two tasks: The camera system identifies the work pieces being processed with the aid of a raw part designator. At the same time, sealing surfaces are checked for potential surface faults. Components, which do not meet the required values, are automatically phased out of the system. The robot feeds all other (correct) components to a laser station, where a data matrix code is applied. Subsequently, the robot places the parts in a specially designed small load carrier (KLT). As soon as one KLT is full, the robot changes its gripper tool to deposit the KLT in movable stacking cells, which were also part of the initial order scope. The stacking cells themselves are staged by company employees.








{kind=link}
{kind=link}
{kind=link}