
Perfect blast cleaning is a pre-condition for coating components that must withstand severe ambient conditions. For this reason the Dutch equipment manufacturer Delwi Groenink increased its manufacturing capabilities with a new continuous feed spinner hanger blast machine for various steel weldments.
Delwi Groenink’s customers in Enschede, Netherlands, are mainly active in the lifting, off-shore and transportation sector. The company designs and produces, among other products, placement systems for containers, for example container pads. Until now the pre-treatment of these items, i.e. manual shot blasting and painting, was done externally at various job shops, which involved complex logistics and was rather time consuming. To accelerate the manufacturing process and increase flexibility, the company decided to bring these processes in-house and took over the job shops including their staff. To further optimize the shot blasting operation, which so far had been done manually, Delwi Groenink invested in a modern shot blasting machine, which was placed in a new building adjacent to the painting facility.
Conclusive shot blasting trials and a convincing equipment concept
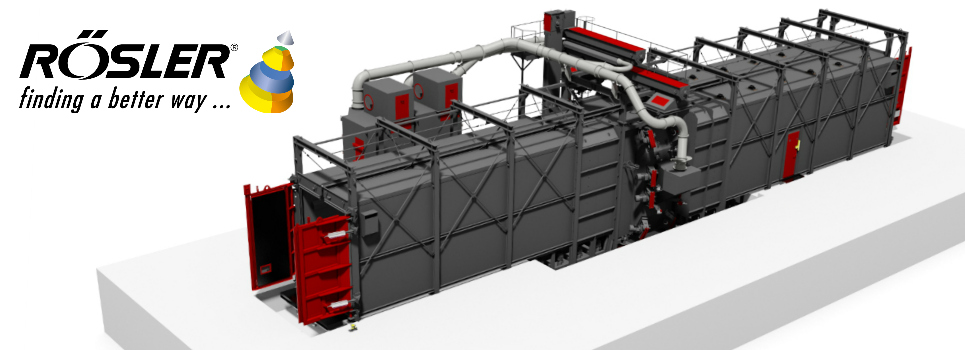
Key factors in the decision for the continuous feed spinner hanger blast machine RHBD 27/32-K were the results of shot blasting trials with the customer’s components, the success of similar Rösler systems currently operating in the field and, last but not least, the Rösler technical service in the Benelux countries.
The machine is designed for continuous processing of single components and batches of multiple work pieces with dimensions of up to 2,600 x 3,100 x 11,000 mm (H x W x L). The blast chamber is manufactured from manganese steel. In addition, in areas exposed to the blast stream, it is protected with easy to exchange, gap-free manganese liners. 16 turbines, type Gamma 400 G, each with an installed power of 11 kW, generate the required high blasting intensity. They are arranged vertically in two rows on the left and right wall of the blast chamber, with the two rows being somewhat offset from each other. The turbines throw around 2,240 kg of blast media per minute ensuring excellent blast coverage of all surface areas. The special “Y” design of the throwing blades and the optimized media transfer in these Rösler high performance turbines allow a highly fluidized media movement with little or no turbulence. The resulting higher throwing and impact speeds, compared to conventional turbines of similar size, produce a 15 to 20 % higher blast performance. The blasting efficiency is further improved by the concentrated blast pattern. Moreover, both sides of the throwing blades can be utilized resulting in a doubling of the uptime of the throwing blades. All of these technical features, along with the fact that the blades can be exchanged within only seven minutes, convinced the customer.
A shot blasting process adapted to the customer needs
Once a steel weldment has been transferred to the transport truss, the machine recognizes that a component is ready to be blasted and transports it into the entry chamber. As soon as a sensor monitoring the front area of the blast machine, signals that no people are present, the double leaf door closes automatically. In line with the part-specific treatment program all or only some turbines are starting up, and the work piece is blasted in the blast chamber. The blasting intensity can be adjusted with frequency inverters. After completion of the blast cycle the work piece is transported into the exit chamber, the media flow is interrupted with shell valves, and the turbines are turned off allowing the operator to manually remove blast media and dust from the work piece. Once this is completed the operator leaves the exit chamber and confirms this action. Another sensor controls the exit area. Then the double leaf doors are opened and the transport truss removes the work piece from the machine.
The media recycling and cleaning system including elevator, cross auger and air wash separator is designed to handle a media throughput of around 2.5 metric tons per minute.










{kind=link}