

The company's customer base has grown to encompass the government and aerospace markets and a diversity of commercial sectors.
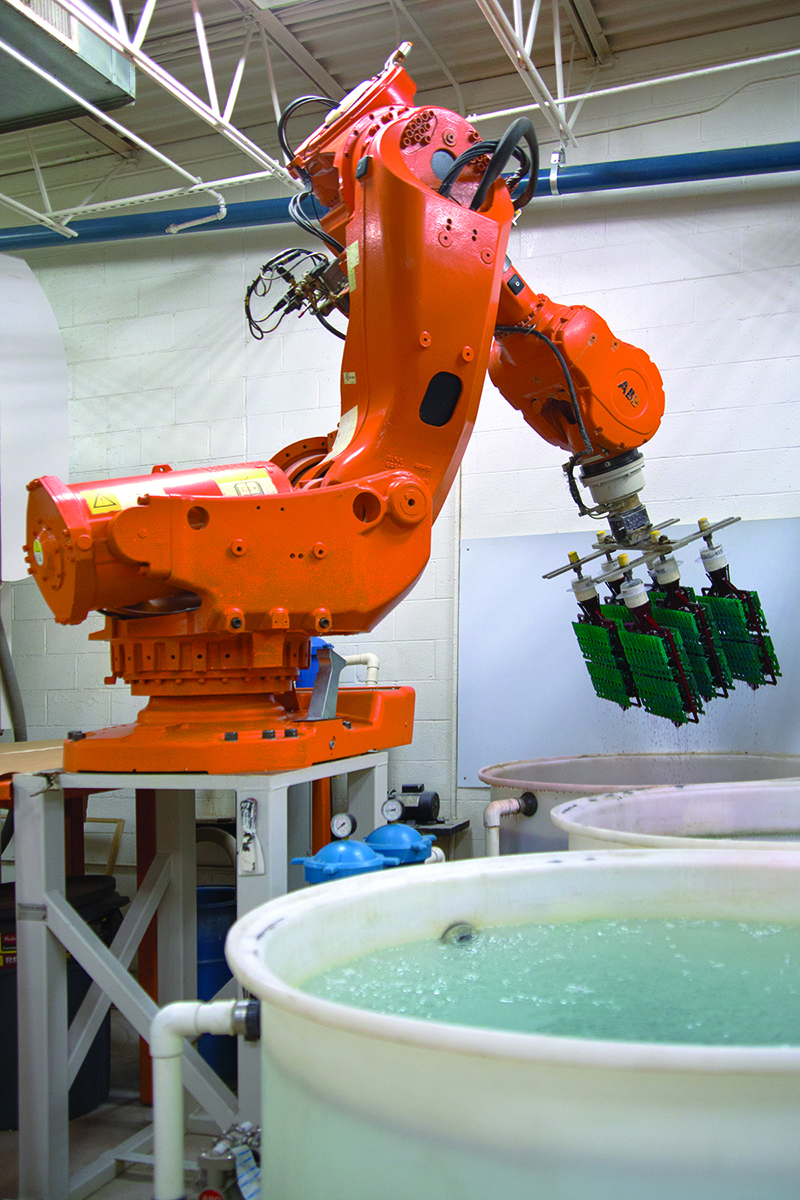
O'Fallon's investments in automation have helped it grow. The company began using robots to move the patterns through the slurry and sanding steps, and converted from manual bag dumping to automated discharging from bulk bags.
Converting from manual dumping to automated discharging
The investment casting process can be labor-intensive. It begins with a wax pattern, which is identical in shape to the final casting. This pattern is dipped into a slurry, which partially drains away. Next, the slurry-coated pattern passes through rotating vessels, called drum sanders, each of which coats the pattern in a different type of sand. After the slurry hardens, the wax is melted away and replaced with a molten metal to make the casting.
As the wax patterns move through the slurry and sanding steps, they consume the fine powder used to make the slurry — called flour — and three varieties of sand. For years, operators had replenished the slurry vessel and drum sanders by hand, carrying and emptying 50 lb (23 kg) bags into them. In 2007, O'Fallon began buying the materials in 3,000 lb (1,360 kg) bulk bags and adding them automatically by machine.
For this, the company chose equipment from Flexicon, Bethlehem, PA, which supplied four of its BFC bulk bag dischargers and a combination of single-run and interconnected flexible screw conveyors. One discharger-conveyor system is devoted to delivering flour to the process, while the other three deliver sand to four drum sanders.
Systems promote bulk bag evacuation, contain dust
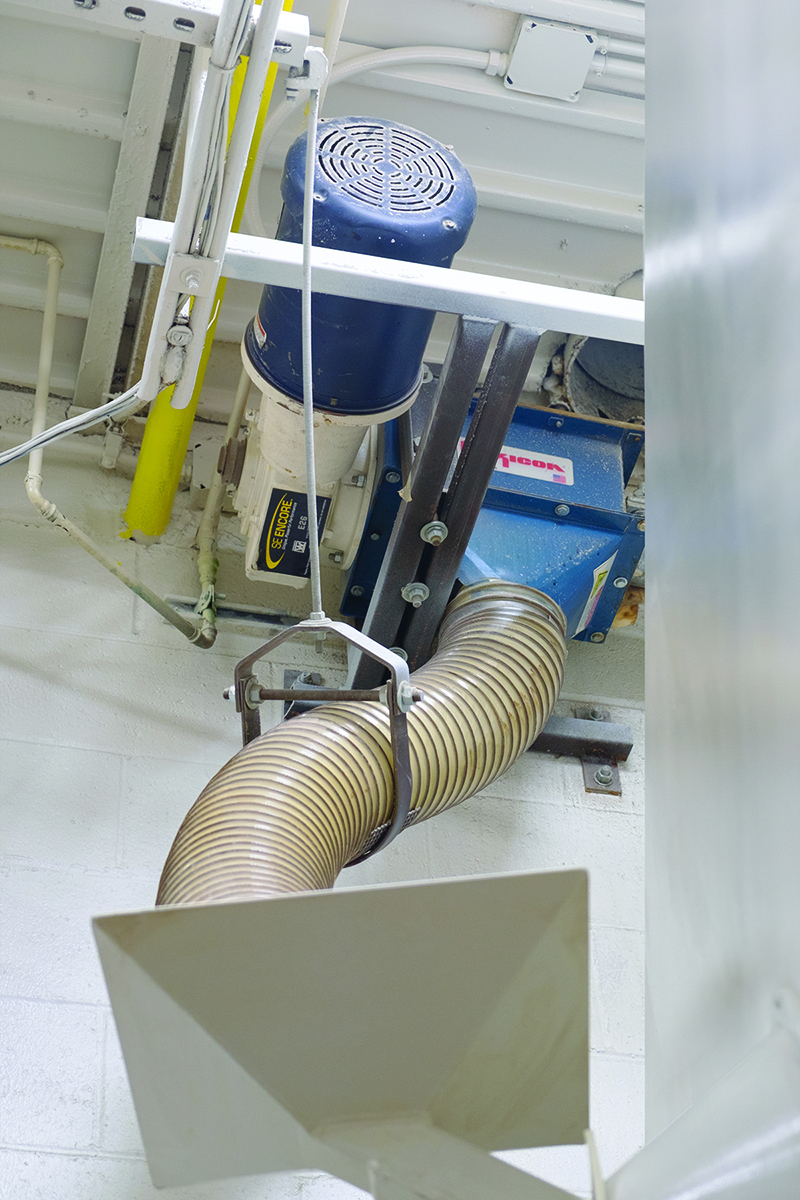
Bulk bags are delivered to each discharger by forklift and then loaded into the frame using a hoist and trolley that travels on a cantilevered I-beam. Next, a SPOUT-LOCK® clamp ring atop a TELE-TUBE® telescoping tube is raised pneumatically and secured to the bag spout. This serves to both contain airborne dust and maintain continual downward tension on the bag as it empties and elongates, promoting discharge from the bag.
While each sand variety flows freely from the bulk bags and hopper, the flour tends to bridge, according to Matt Cavins, metallurgical engineer. As a result, the flour discharger includes two additional mechanisms to promote flow: FLOW-FLEXER® bag activators which raise and lower opposite bottom edges of the bag into a V shape, and a vibrator mounted on the hopper wall.
"Those features were major considerations for us," Cavins explains. "We wanted to make sure that it was discharging from the bulk bag smoothly and that there wasn't a lot of dust created where the hoppers are."
One of the benefits of receiving the sand and flour in larger bulk containers is efficiency for O'Fallon's operation as it enables supplying the powders to multiple locations from a common bulk materials location. To achieve this, flexible screw conveyors automatically transport the materials through openings in the walls to the slurry vessel and drum sanders. Since the design of the flexible screw conveyors is well suited to complex equipment layouts, the series of conveyors allows the Flexicon bulk material handling system to feed the powders to varied locations. In O'Fallon's layout, powder use points are anywhere from 7 ft (2.1 m) to 44 ft (13 m) away from the bulk bag dischargers.
Further enhancing efficiency, the material conveyance is automated. These additions are weight-based, with a scale beneath each vessel signaling a PLC when to start and stop the conveyors.
Automation cuts downtime, manual effort
O'Fallon uses about two bulk bags of flour per day, and each of the sand lines consumes about two bulk bags per week. The materials are heavy and abrasive, and the conveyors handle them well, Cavins says.
"We really haven't had many issues. It's been almost 10 years in operation now, at least on the sanders, and we've replaced maybe one drive, and that's on three systems with multiple drives." Two conveyor tubes have been replaced in that 10-year span, he said. The polymer tube on the flour conveyor is more prone to wear than the steel tubes on the sand conveyors... but it's really not enough to switch to a steel tube," Cavins says.
"We have more uptime and a safer working environment."




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}