

The foundry market has been confronted with rising raw material prices for months, especially for furfuryl alcohol (FA). Furfuryl alcohol is a key raw material used in the production of furan resin. As a result of the development of raw material costs, users of furan resins are now forced to accept massive price increases. At such times, it makes sense to focus on alternative technologies and assess potential substitutes from a technical and economic point of view.
When considering potential substitutes for standard furan resins, the following parameters should be taken into account:
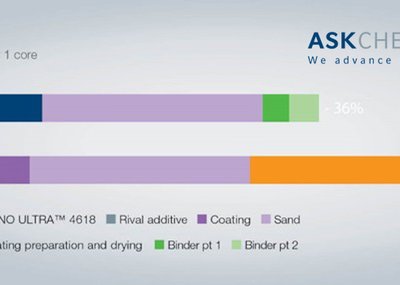
• Costs (Fig. 1)
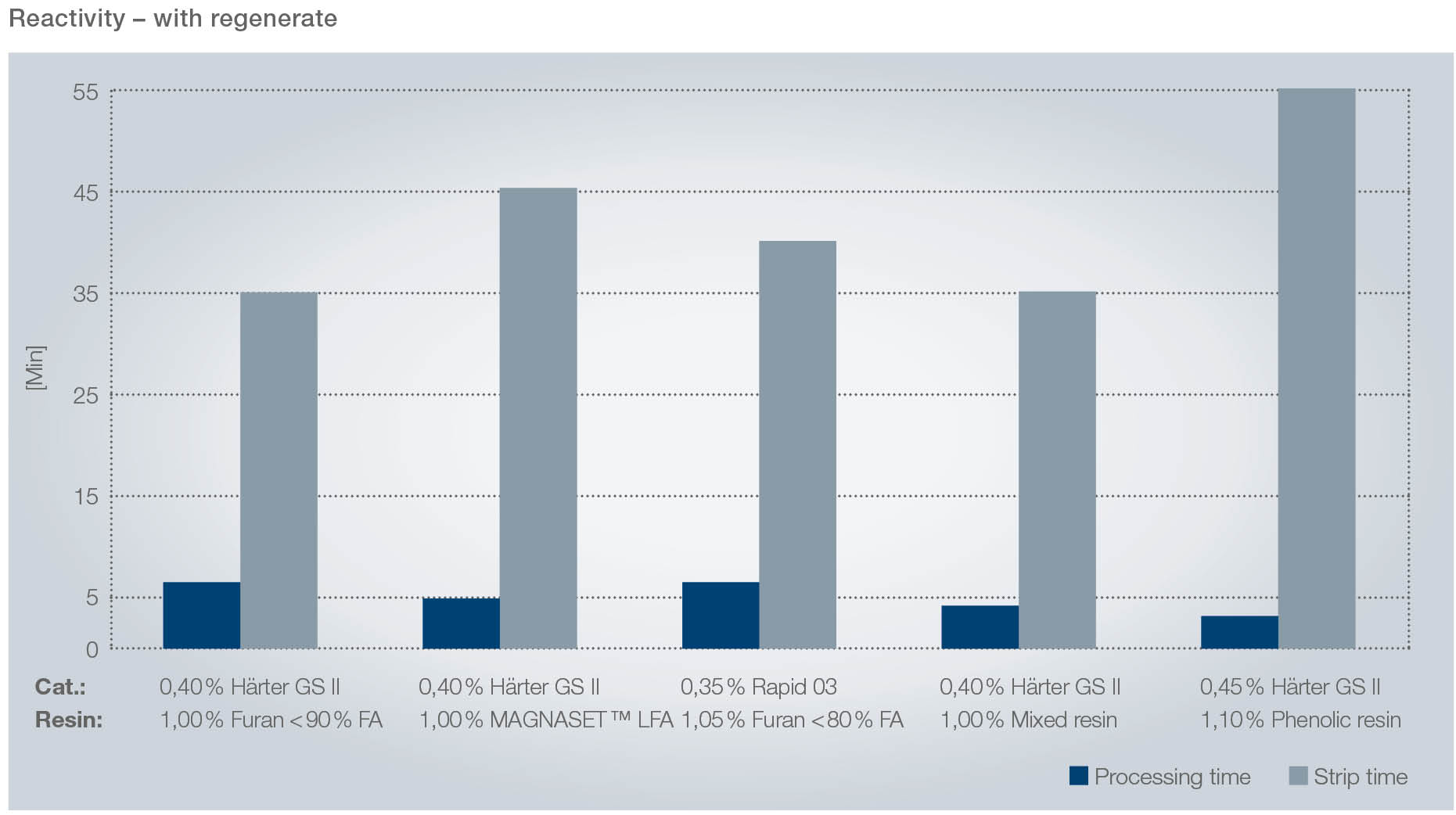
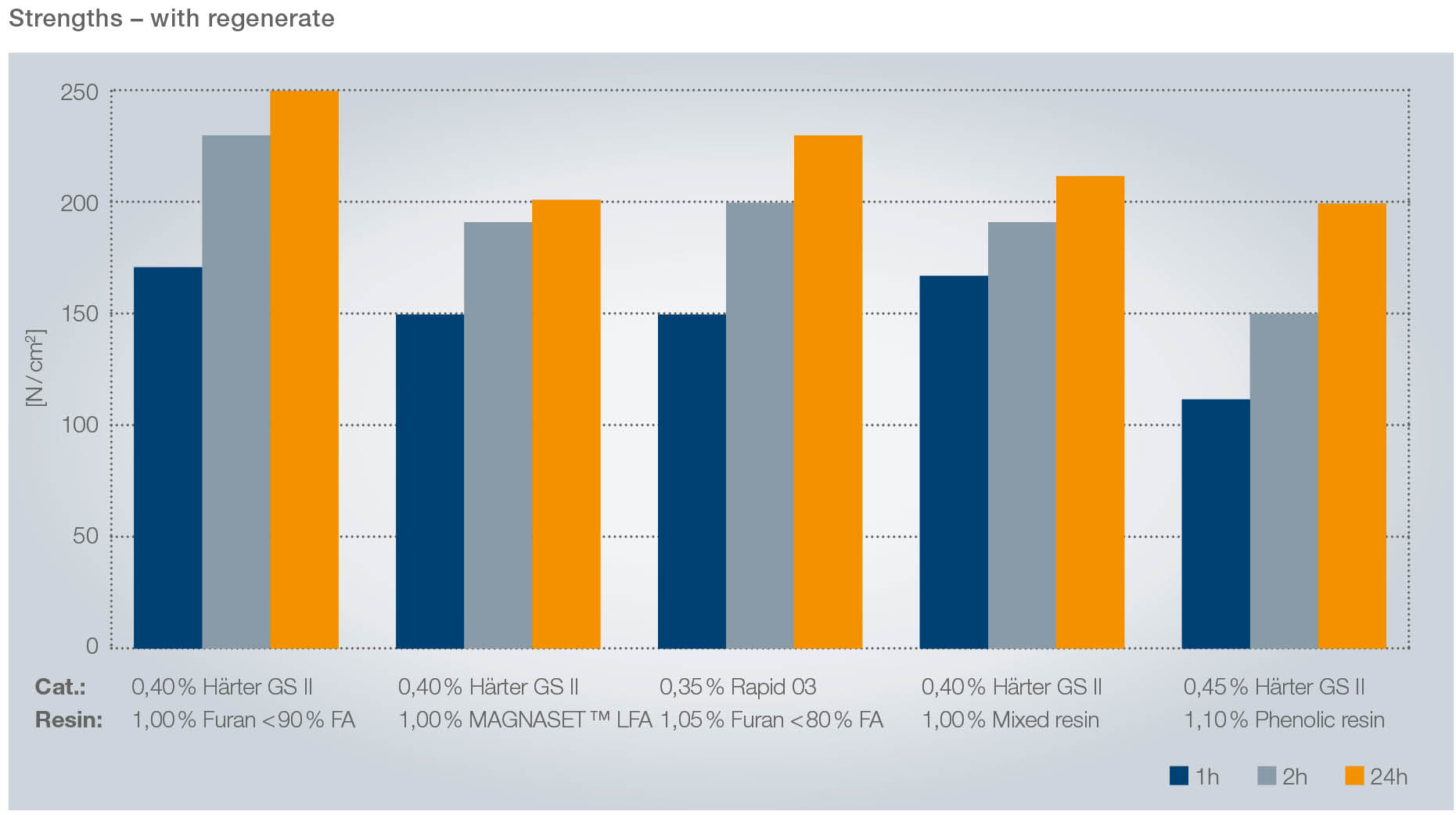
• Technical differences: In particular, strengths (Fig. 2) and reactivity (Fig. 3) are considered here.
• Feasibility: The more closely related the substitute product is to standard furan resin, the less impact it has on the core production/mould manufacturing process.
ASK Chemicals currently offers its customers the following alternative solutions to standard furan resins: Furan resins with an FA content reduced by about 10% are about 10% cheaper than a standard furan resin. The reactivity of this solution is no longer comparable.
The implementation into the existing process is very simple since it only requires an adjustment to the new – lower – reactivity.
Mixed resins are currently 25% to 30% cheaper than furan resins with comparable reactivity. The phenol from the mixed resin will be detectable in the used sand and benzene emissions in the air to a small extent. The changeover to this solution is very simple.
ASKURANTM FF and ASKURANTM 9000 are high quality mixed resins that have been specially developed for the no-bake process in which moulds and cores are produced with both thermally and mechanically regenerated sand. Their main feature is their low FA content and continued excellent technical properties.
Phenolic resins may be an alternative. Here the costs for the resin are 55% lower than with a standard furan resin. However, this alternative also represents the most extensive technical changeover. A number of possible technical limitations must be taken into account, for example low reactivity, phenol content in the used sand, benzene emissions, higher binder consumption, stronger catalysts, limited storage capacity of the binder, etc. An in-depth feasibility study must be conducted prior to the changeover. This alternative is usually better suited to large iron castings.
A possible recommendation could be “BERANOL™ PF” phenolic resins. They have been developed for the no-bake process using acid catalysts to produce moulds and cores with new sand and regenerate. They are characterized in particular by a low concentration of free phenol and formaldehyde. They are also free of alcohol and solvents. Very good technical properties such as excellent strength and excellent curing round off the performance profile of this generation of phenolic resins.
MAGNASETTM LFA offers the possibility to use a furan resin without skull and crossbones labelling and free of phenol. With a free FA content of less than 40% this product has the same reactivity as a furan resin with a 95% FA content – but at the price of a furan resin with an 80% FA content. This solution provides very high reactivity with slightly lower strengths. The implementation of this solution is moderately complex, but requires prior in-depth assessment.







{kind=link}
{kind=link}
{kind=link}