
By Lena Arenz, Königswinter
Magnesium is now regarded as the construction material of the 21st century. The light metal is characterized by its lightness, excellent casting properties and ease of machining. In addition, magnesium can be recycled almost indefinitely compared to other materials. The STIHL company already established a magnesium die casting plant in Weinsheim in 1971. With a casting capacity of approx. 6000 tons per year, the plant is now considered one of the largest and most modern magnesium die casting plants in Europe. More than 20 die casting machines of hot and cold chamber technology with clamping forces of up to 1000 tons are used in the fully automated production. 790 employees create more than 26 million components annually for chainsaws and other power tools of the parent company, but also for external customers.
Focus on sustainability
The company is committed to environmental protection and energy efficiency at a high level and to their continuous improvement, both in corporate processes and in products. In line with these principles, great emphasis was placed on eco-efficiency when selecting a new exhaust air filtration system.
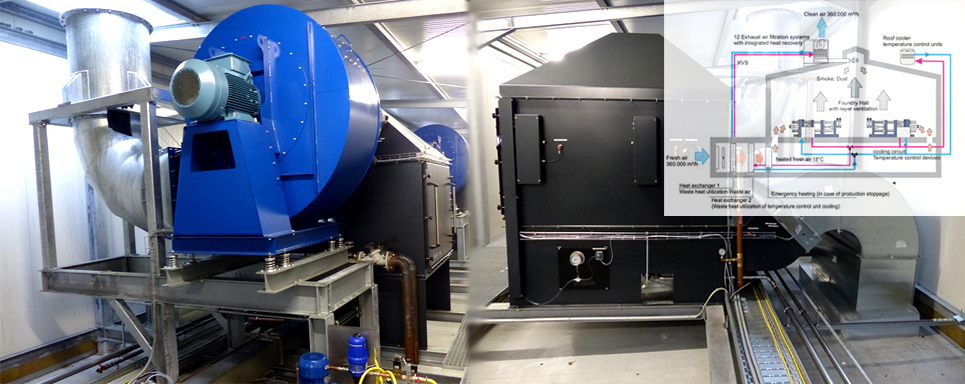
In addition, the climatic conditions were taken into account in the design of the exhaust air technology. In Weinsheim, Rhineland-Palatinate, the thermometer hovers around the zero-degree mark during the winter months. Therefore, when awarding the project, STIHL not only attached importance to reliable exhaust air purification, but at the same time to highly efficient heat recovery. In 2015, KMA Umwelttechnik GmbH installed a unique heat recovery system (Fig. 1) that heats the entire die casting foundry to a constant 18 °C during the winter months without feeding in conventional energy sources such as electricity or gas. The multi-stage heat recovery system is based on two hydraulic circuits in which 45.6 m³ and 22.8 m³ of ethylene glycol flow as a carrier medium every hour.
Multi-stage recovery of valuable process waste heat
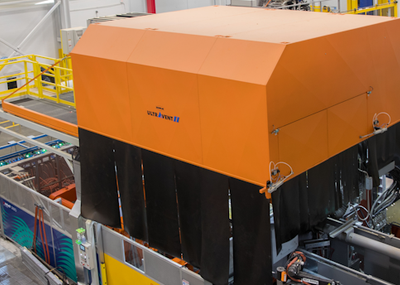
Twelve exhaust air filter systems with a total capacity of 236,000 m³/h are installed in a weatherproof housing on the hall roof of the die casting foundry. In addition to the filter elements (Fig. 2), the systems have exhaust air heat exchangers so that the heat contained in the exhaust air can be recovered. The exhaust air from production, which is contaminated with oil smoke, is drawn in under the hall ceiling via fans and first flows through the exhaust air filters. Downstream are the heat exchanger units. Since the exhaust air has a temperature of at least 29 °C even in winter, it has valuable thermal energy that is extracted in the heat exchanger by means of hydraulic carrier medium during the cold season. Each heat exchanger has a capacity of max. 112.5 kW/h.
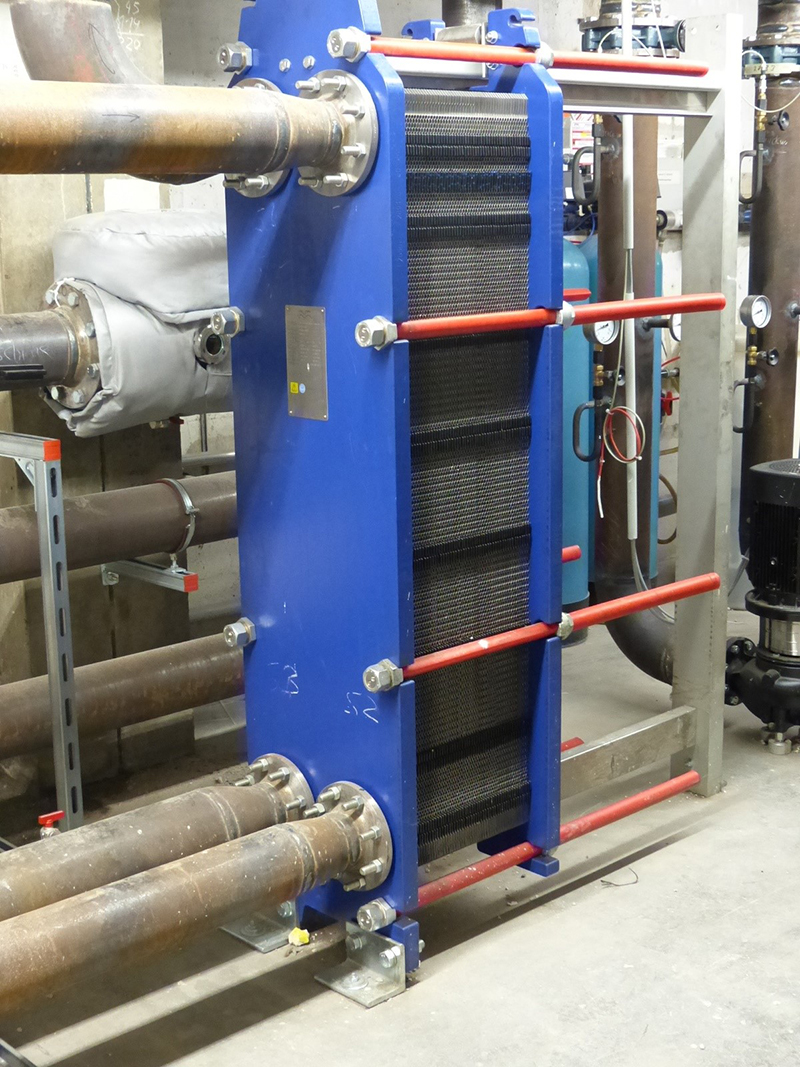
The heat transfer medium circuit leads to the basement below the foundry hall. The central supply air system for supplying fresh air to the foundry is located here. Fans draw in fresh air from outside. Via a first heat exchanger (Fig. 3), the energy recovered from the exhaust air is transferred to the supply air by means of a cycle compound system. In this way, the supply air can be heated to at least 11 °C even on cold winter days. In order to bring the supply air to the required inlet temperature of 18 °C, the system has a second heat exchanger stage (Fig. 4). Here, the energy supply is provided by integration into the cooling water circuit of the casting machines. The cooling water is normally discharged via a cooling tower. With a temperature of approx. 30 °C, it is an ideal carrier medium for the second heat exchanger stage during the cold season and thus heats the hall air to the required 18 °C. Every hour, 236,000 m³ of heated fresh air is fed into the hall via ventilation slots in the hall floor.
Production independent heating system
In parallel, another self-contained system heats an additional 120,000 m³ of fresh air. Four of the twelve filter systems on the roof are not connected to the large hydraulic circuit, but form their own in order to protect the hall from frost even when production is shut down, such as during vacation periods. Here, as well, the air flowing in from outside is initially heated to approx. 11 °C. But the second heat exchanger differs from that of the larger system. It does not run exclusively on heated cooling water, but can also be operated by conventionally heated water.
Economy and ecology: no contradiction
The foundry is operated five working days per week with a daily operating time of 24 hours. The heating period in the winter months averages 12 weeks, so the calculation is based on 1440 hours. Due to the high smoke load, there is a 13-fold hourly air exchange in the foundry. This corresponds to an air flow of 360,000 m³. If a conventional gas-fired hall heating system were used, the heating costs for these 12 weeks would amount to around €36,000. In contrast, the operating costs of the KMA ULTRAVENT filter and heat recovery system are only about 5900 €. They are made up of the electrical energy consumption for fans, pumps and cleaning system. The KMA system thus saves almost 84 percent of annual heating costs in comparison. At the same time, the environment benefits from clean air as the oily smoke and aerosol substances are filtered out.
But even more impressive is the eco-effect of the heat recovery system used at STIHL. Whereas a conventional heating system would result in an annual CO2 impact of about 363 tons under the operating conditions mentioned, the carbon footprint using a KMA filter system is only 55 tons, which means 85 percent less CO2 emissions. And the introduction of a CO2 tax will widen this gap even further, as 25 euros per ton of CO2 has been due since 2021, rising successively to reach 55 euros by 2025.
Summary
The sustainable treatment of production exhaust air is a major challenge for all players in the die casting industry. The wide range of customer-specific parameters and local conditions leads to customized solutions that enable foundries worldwide to achieve a high environmental standard. KMA offers its customers an energy-optimized filter system, tailored to the individual needs of the foundry and to local conditions. The ULTRAVENT system developed by KMA includes all components for exhaust air purification and heat recovery. It combines environmental protection and climate protection with tangible operating cost benefits for the foundry. The example of the plant operated at STIHL shows that leading die casting manufacturers have taken measures to ensure sustainable exhaust air purification at all their production sites.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}