

Individual air and energy management solutions for various foundries
In times of alternative energy sources, sustainability and rising energy prices, resource-conserving production processes play an increasingly important role.
Progressive companies develop effective management systems, coupled with innovative processes to optimize the reduction of energy costs and thus to safeguard the competitiveness of the company. The reason: energy costs always form a high proportion of the total production costs. Energy efficiency is playing an increasingly important role in manufacturing plants, especially in terms of exhaust air purification. Waste and supply air systems always come along with high energy consumption in foundries. Since no foundry is the same, rigid standard exhaust air solutions are out of place.
Therefore, KMA Umwelttechnik, located in Koenigswinter/Germany, offers energy-efficient and flexible solutions with ULTRAVENT ® exhaust air filtration systems for die casting foundries. As an exhaust air and energy management specialist KMA offers modular exhaust air solutions, which are tailored to your foundry.
To show which options of energy-efficient exhaust air purification are available, some case examples will be explained in the following.
The conventional KMA solution is a decentralized exhaust air filtration systems with extraction hoods that can be installed directly on each individual die casting machine. This solution have following advantages for the operation: no expensive and complex exhaust air ducts are required, filter only runs simultaneously with the die casting machines and there is always a high degree of flexibility in scaling up the production plant by new machines. Thus, an automotive supplier upgraded six of their casting machines with the above described system.
By using conventional ventilation systems at the hall roof, the exhaust air would spread first all over the hall and could be extracted just only by sucking a much larger air volume. The higher the amount of extracted exhaust air, the higher the energy consumption as well as the operating costs. The conventional KMA method for extracting the smoke is KMA hoods, which are tailor-made and installed directly on the casting machines. Extraction hoods are useful when large machinery spaces are available. If required, the regular or space-saving telescopic hoods can be moved aside, sliding on rails.
After the extraction the exhaust air gets filtered. Here KMA works with electrostatic precipitators that have been developed for foundry -specific emissions and which provide high separation efficiency by having low energy consumption.
By the use of high-performance filter technology KMA filters create a high clean air quality, so that the filtered exhaust air can be led back into the production hall. That means, the air circulates in the hall and thus, there is no heat loss through exhaust air mode. Accordingly, this recirculating air mode contains the highest potential of energy savings.
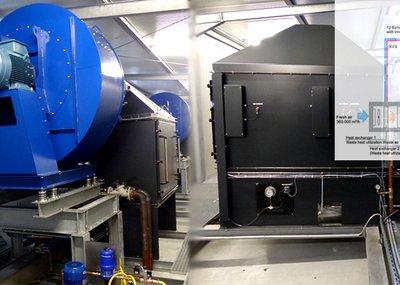
However, there are in some cases still exhaust air mode operations required, even in modern foundries. In this case KMA offers an energy-efficient solution: through the integration of a heat recovery system the heat of the exhaust air can be recovered before it is lead outdoors. The recovered heat can now be used for follow-up processes. Thus, an engine manufacturer in France equipped their foundry with KMA filtration systems in an exhaust air mode and integrated heat recovery. The foundry creates an exhaust air volume of 80,000 m3/h. Each die casting machine is equipped with hoods or air curtain systems. If lack of space or other restrictions in the workplace make the use of a hood in front of the filter machine impossible, air curtain systems are a perfect alternative in this case.
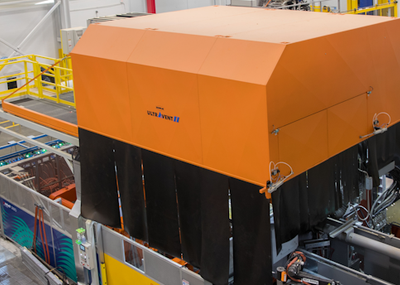
KMA air curtain systems consist of two elements: the blower unit that is attached to one end of the machine, generating an entirely adjustable horizontal air current above the source of emission. The second element is the extraction unit placed at the opposite end, receiving the air current including the contaminated air stream from the machine.
Air curtains offer the advantage that the working area is not covered or obstructed by a suction device. The captured emissions by hoods and air curtains are passed through duct work to a centralized filtration system. In this case example, the foundry is equipped with four ULTRAVENT ® filter units. Each has an exhaust air capacity of 20,000 m3/h. These units are equipped with fume filtration cells and heat exchanger modules.
Due to the fume filters, the exhaust air is highly effective cleaned and by the help of the heat exchanger modules, the heat is extracted out of exhaust air. The recovered heat is used for heating up the incoming air from outdoors.
The filtration systems are set up outside of the building due to lack of space. This is possible because of the corrosion-resistant housing. Compared to conventional methods of air treatment both KMA air filtration options help the foundries to save up 50 % to 80 % of their energy costs.
A polish aluminum foundry operates with about 10 die casting machines. So far the foundry did no exhaust air treatment at all. Now with EU funding two large ULTRAVENT ® filters are installed in the company. Each large filter has an exhaust air capacity of 30,000 m3/h. On the customer´s request, the exhaust air is extracted at the hall roof and that’s why we have here with 60,000 m3/h a high amount of exhaust air volume. Again, both large filtration systems are installed outside of the building due to less space inside.
The special feature of this case example: Depending on the season, the filtration units can easily be switched on in an exhaust air or recirculating air mode. During the cold winter months, the filter systems run in recirculation air mode. This way the cleaned air is led back into the hall and there is no heat loss through exhaust air. During the summer months the system operates in an exhaust air mode. Here the filtered exhaust air is replaced with fresh air from outdoors.
An example of a customized solution is given by a brass processing foundry in Germany. With four small casting machines, limited space and low air volume the approach here looked completely different: in this case two AAIRMAXX ESP ® electrostatic filter tubes were placed at various points of the foundry hall. These are also designed for recirculation air modes. Each electrofilter tube has a capacity of 6,000 m3/h exhaust air. The polluted air is detected at the hall ceiling and sucked into the filter system. By charging the air all aeroso
ls and even micro particles are highly efficiently removed from the air stream and deposited on the metal wall surface inside the electrostatic precipitator tube. The clean air is then blown out via the fan in the lower part of the filter system. This principle corresponds to the "layers ventilation". Here dust-loaded and warm air is sucked beneath the roof. After heated and filtered, the exhaust air will be led back to the hall at ground level and as an air roll. In this way, an economical heat distribution is achieved at the same time.
As different as the methods of the exhaust air cleaning are, they all have following aspects in common: all companies provide clean air, while saving large amounts of energy costs compared to conventional methods. At the same time they decrease high amounts of their CO2 emissions.
Visit us at the EUROGUSS 2014 in Nuremberg and see for yourself! Hall 7, Stand 564
 Conventional KMA solution: decentralized exhaust air filtration systems with extractio hoods above all die casting machines. |  UV 30000: Large filters are used for centralised filtration systems |
|---|


{kind=link}
{kind=link}
{kind=link}