
In this case, a globaly leading manufacturer of ductile iron castings for crittical machinery parts experienced leakage in housing elements. They specialise in elevator traction machinery, with parts weighing up to 10 tonnes.
The problem was a shrinkage defect which was only detected after machining at the customer. The cost of the rejects was calculated at $ 365,000 per year.
Background
The customer is a globally leading manufacturer of ductile iron castings for critical machinery parts. They specialise in elevator traction machinery, with parts weighing up to 10 tonnes. Production output can easily reach 4,500 tonnes per month.
The foundry had tremendous issues with leakage in housing elements, produced in 450-10 grade. They used a 7 % Mg, 1.5 % TRE alloy as nodulariser, covered by steel coins. They then used a Ca / Ba inoculant
as a first stage and also in-stream. When the issues persisted, they contacted Elkem for advice.
Challenge
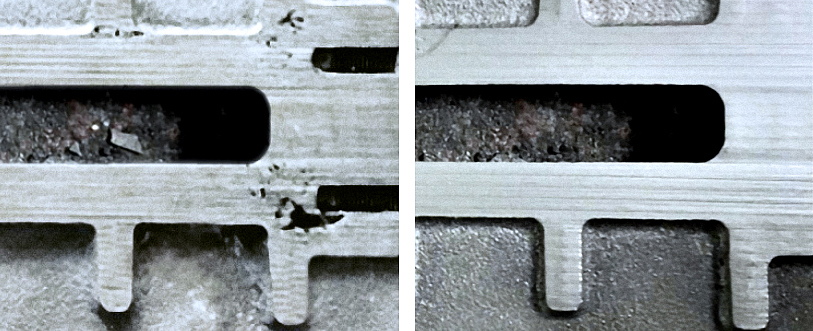
The problem was a shrinkage defect which was only detected after machining at the customer. The cost of the rejects was calculated at $ 365,000 per year.
Design solutions only resulted in minor improvements, that were insufficient for the client situation. Trials with chills improved the shrinkage defects but were not able to remove them to an acceptable level.
“This was becoming a serious issue for this particular casting. We had looked at design solutions, but with only minor improvements. Elkem’s alloy solution triggered a complete
change in the way we thought of the process.”
Solution
Together with the foundry staff, Elkem technicians went on-site and analysed the situation. One of Elkem’s regional research labs added insights from a metallurgical point of view. As a result, they recommended changing the alloying materials.
Elkem technical staff performed a trial with Lamet® 5922, a nodulariser containing 5.9 % Mg and 0.5 % La. The inoculation process was switched to a FeSi cover on the Lamet® and Ultraseed® Ce in-stream.
Results
Introducing Lamet® 5922, Ultraseed® Ce, and FeSi to the process resulted in major improvements:
- Scrap rate dropped from 30 % to 2 %
- Very low shrinkage level, accepted by the client
- Elimination of the 0.3 % ladle inoculant
- No need for chills or production process change
- Cost reductions of approx. $ 365,000 per year were achieved
If you experience shrinkage issues as well, get in touch with your regional Elkem representative on elkem.com/foundry








{kind=link}