A contribution by Dr.-Ing. Thomas Niehoff
The foundry industry has a long tradition to reduce energy usage, emissions, enhance quality, improve productivity, and lower cost. For the aspects of combustion and fuel change implication, this article gives an insight of combustion technology, safety aspects and cost for the alternative fuels.
Since ancient furnaces, melted copper and iron changes have been made all the way to where the foundry industry is today. Metal producers and supplying industries are used to come up with better furnaces, combustion equipment and process changes to overcome the challenges of the past.
Today, the industry again faces drastic changes for production and thermal treatment of metals and other raw materials, driven by the urgent need to change to climate neutral fuels and at the same time to keep up with higher demands as well as to stay competitive and lower the cost.
The plan in Europe and in other parts of the world is to reduce CO2 emissions from fossil fuel combustion. The global warming potential has great impact on the foundry industry. The roadmap 2050 [1] describes already in 2010 how to achieve a greenhouse emission reduction of 80% below 1990 levels by 2050. In this roadmap it is attempted to use only existing technologies, not to depend on future technology breakthroughs or on power supply outside the EU. No negative implications should arise in terms of energy supply reliability, energy security economic growth and prosperity. The roadmap 2050 was the first of its kind to provide a system-wide European assessment, including a system reliability assessment. The roadmap 2050 did not analyse potential cost and transition risks.
In 2016 the German government describes objectives and goals in the Climate Protection Plan 2050 [2] for Germany. Here, the greenhouse emission reduction is stated as 95 to 80% below 1990 levels by 2050. It is described that most climate related changes and catastrophes can be avoided when global warming can be reduced below 2 degrees Celsius. The IPPC has warned of a 2 degree increase as a condition that can cost millions of lives and will have a severe impact on global ecosystems. Combined efforts should lead to a limitation of the temperature increase to 1.5 degree Celsius compared to the pre-industrial level.
Today in 2023, the foundry industry is aware of the situation that about 80 % of current fossil fuel CO2 emissions should be reduced in the remaining 27 years. Today, still mainly used fuels for producing and thermally processing metals are fossil fuels.
From the order of magnitude of the required CO2 emission reductions, it becomes clear that a yearly and stepwise approach of annual 2% CO2 emission savings will likely not solve the issue.
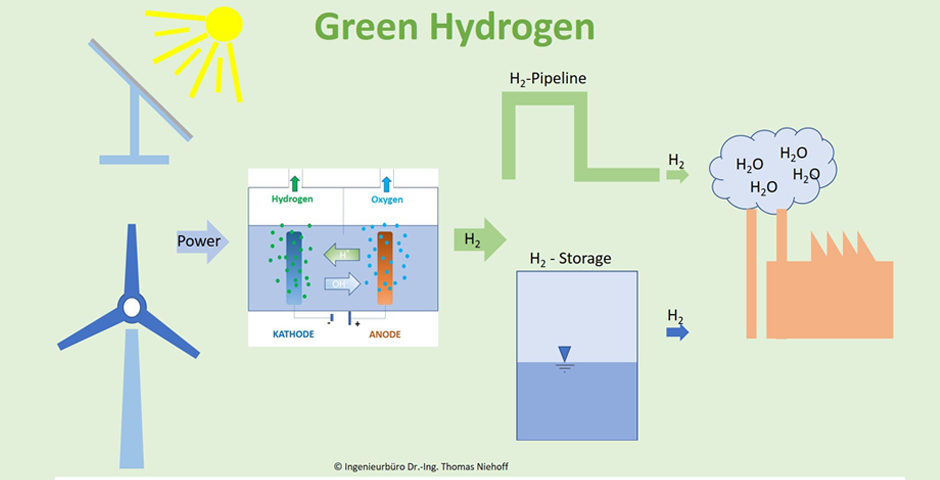
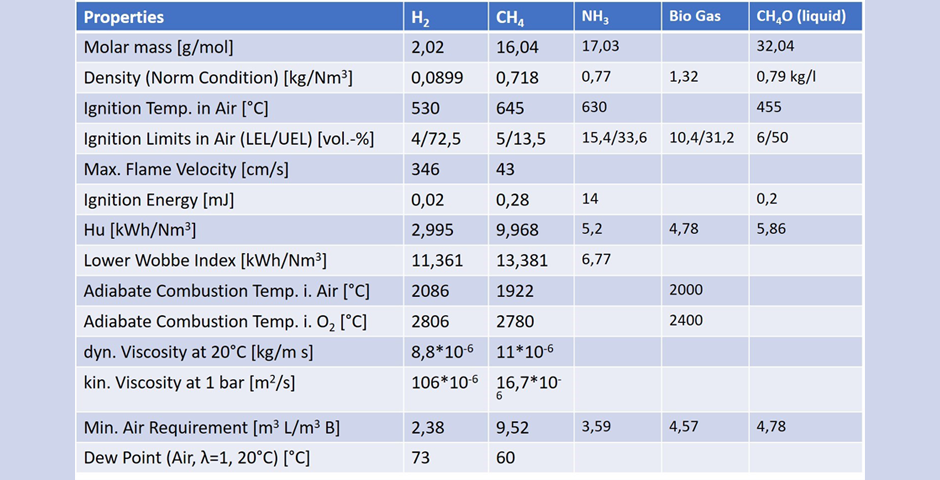
Alternative and climate neutral fuels - which are discussed today - are green hydrogen, renewable power, and synthetically produced fuels out of green hydrogen with the help of renewable power like ammonia and methanol.
Simply switching the fuel from natural gas to hydrogen or to inductive heating cannot be done in most cases. There are so many changes in parameters of metal production and processing that the effects and consequences of availability, economics and quality are not known today.
Green hydrogen on an industrial scale will still not be available in the coming years. Meanwhile, metal production processes can be further tightened and optimized by various means:
- Recycling instead of primary production
- Thermal furnace insulation
- Tight furnace and combustion control
- Air preheating of combustion air
- Process step optimization/automatization
- Oxygen and oxy-fuel combustion technology
- Blending in of climate neutral fuels (e.g., Biogas, green H₂)
- Waste heat utilization
CO2 Emissions in Foundry Industry
What does it mean for the metals' industry to reduce CO2 emissions by 80%? Where should the focus be? These two questions are difficult to answer.
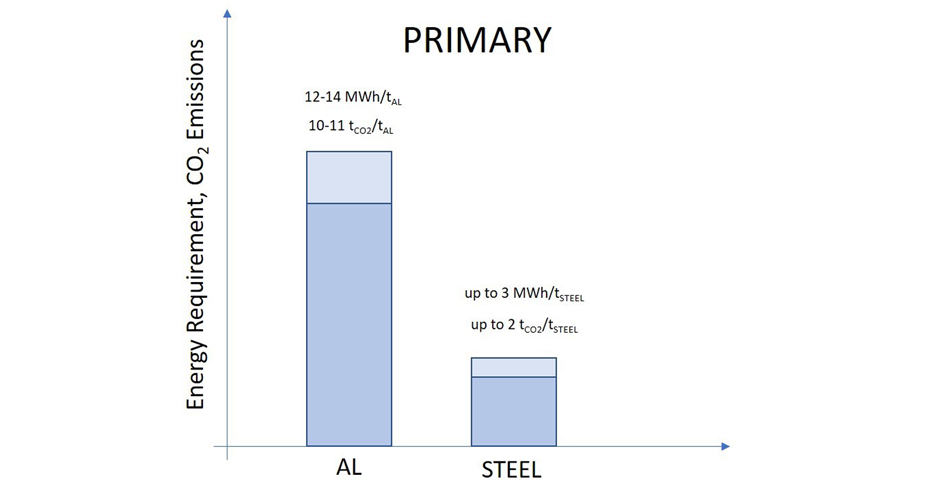
Primary aluminium production requires an energy input of about 12 to14 MWh/tAL. Primary steel production requires an energy input of about 3 MWh/tSteel. If the energy for primary production of these metals was from primary fuels, 10 to 11 t of CO2 are produced per 1 t of aluminium and 2 t of CO2 are produced per 1 t of steel (Fig. 1).
Aluminium recycling instead of primary production can reduce CO2 emissions of 95%.