
Use of innovative technologies and many years of experience in specialist machine engineering and implementing complex projects make Fill Machine Engineering a competent and reliable partner for the foundry industry. Engineering supported by simulation in the quotation phase ensures producers reliable quality and quantities in advance, as well as optimum workplace organization. Fill is now employing the knowledge gained to simplify the operability of its systems.
Fill´s customers include foundries all around the world who are seeking complete solutions in the field of aluminum casting. Fill has been manufacturing production systems for OEMs and their component suppliers in the Upper Austrian town of Gurten for more than 30 years. The company is now the global market and technological leader in casting and decoring technology. Fill develops and supplies complete systems tailored to meet customers´ individual requirements. From casting to cooling, decoring, sawing, leak testing, and palletization through to machining, Fill provides all the processes from a single source. The innovative machine builders repeatedly succeed in impressing their customers with turnkey solutions based on human and system simulation.
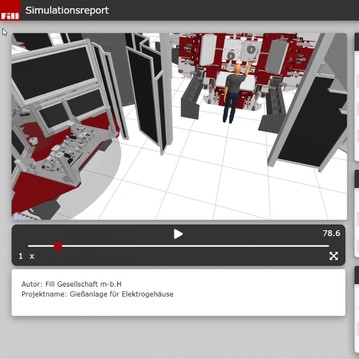
Human simulation and virtual reality
The demographic changes in our society have long since made themselves felt in industrial production. One decisive competitive factor is the effective yet ergonomic design of manual work processes by means of human simulation. This tool makes it possible to design all workplaces as early as the quotation phase in such a way that the workload for operators is minimized. Supported by virtual reality, planning teams can test the operability and maintenance of the entire system as early as the design phase and make improvements as necessary. The resulting information forms the basis for subsequent simulation of the production line.
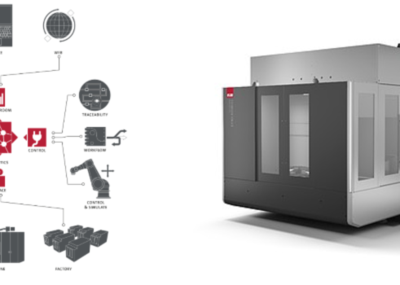
Fill Cybernetics – system simulation
All simulations, designs, and information serve as a basis for the final system simulation. Alongside the process simulation, the Fill team has detailed documentation of the capacity utilization of individual process steps and manipulation systems at its disposal. Collision tests and verification of cycle times and quantities are the prerequisites for physical implementation of the system for the machine engineering experts at Fill.
Turnkey production system
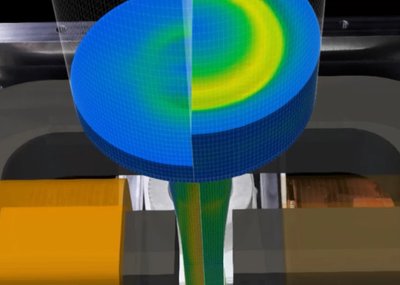
The system described hereinafter is designed for the production of electric motor casings. It encompasses automatic insertion of the core packages as well as casting, cooling, decoring, sawing, and machining of the cast parts. In order to achieve maximum efficiency, two casings per casting operation are produced on each tilt casting machine. The process begins with preparation of the molten metal in one of the two holding furnaces and assembly of the inorganic core packages with the help of core mating pallets on a rotary table. Following release by the operator, while the core packages are still being inserted automatically, the casting robot removes the molten aluminum from the holding furnace. An integrated weighing cell, which precisely determines the volume of molten metal, provides for the necessary process stability. Once the casting robot has transferred the molten metal to the dies, a proportionally controlled, electronically monitored cooling system ensures a reproducible solidification process. Temperature monitoring of each individual cooling circuit provides immediate information about the quality of the components. Subsequently, a robot removes the solidified castings in pairs from the casting machine. These are aligned precisely by integrated turning mechanisms in the gripping device. Then a robot places them with pinpoint precision in a cooling tray. A transfer robot manipulates the castings into a component-neutral cooling rack. To enable cleaning and polishing of the molds, the tilt casting machine rotates into an ergonomically optimized position and swivels the face and side parts towards the operator. The innovative concept of the tiltcaster e casting machine enables optimal cleaning and maintenance of the dies, thereby ensuring a lower reject rate.
As soon as the casings have cooled down to approximately 80 degrees Celsius, they are removed one by one from the cooling trays and then subjected to preliminary decoring by the energy-efficient, hydraulic hammers of the corecracker s. Here too, a hammer monitoring system is used for the purpose of quality control. After stamping with a data matrix code, the water jacket is opened. Robot-guided sawing processes free the casting from excess sprue material. Then the riser is cut away on the modularly constructed speedliner d circular saw. The decoring process is performed with the swingmaster 315. To enable seamless process monitoring, all the production data generated is transmitted to the data analysis system provided by the customer. Finally, a blasting unit provided by the customer removes penetrated sand from the motor casings. Once they have cooled down to approximately 40 degrees Celsius, the casings are transported by a pallet conveyor system to the correct position in the machining system area.
Machining of the motor casings is divided between multiple syncromill C21-80/800, and takes place in two clamping positions. A linear portal feeds and unloads the machining centers directly from above. Once the components have passed through a washing system provided by the customer and an in-line CT inspection, an operator can inspect them visually and subject them to any necessary rework. At the state-of-the-art final inspection stations, a robot presents the casting to the operator in a predefined sequence. The operator can select any casting errors on the operating unit and transfer them to the plant control system. Parts that do not meet the quality requirements are rejected before stacking on removal belts installed specifically for this purpose. Finally, all OK parts are stacked and secured fully automatically in two layers on a transport rack. Then this rack is labeled before being removed by forklift truck.
The fact that this fully-automated production line for electric motor casings can be operated with minimum manpower is just one of many highlights. Thanks to the intelligent layout, only one operator is required for the entire casting area.






{kind=link}