

- Discontinuous ladle pouring with the necessary large pouring cups, residual amounts of iron remaining in the ladle at the end of the pouring cycle and ladle changing times that are missing for production.
- Stopper pouring in channel induction furnaces, which are heated 24 hours a day and changes of metal grades consume a lot of time because of the large sump.
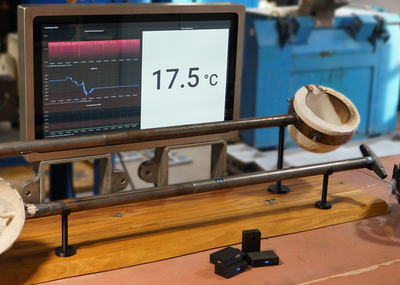
To find a way around the complications and increase flexibility, pour-tech AB has created a pouring technology that combines the best of both: the unheated stopper pouring device with instream temperature measurement, inoculation, and AI-controlled pouring process.
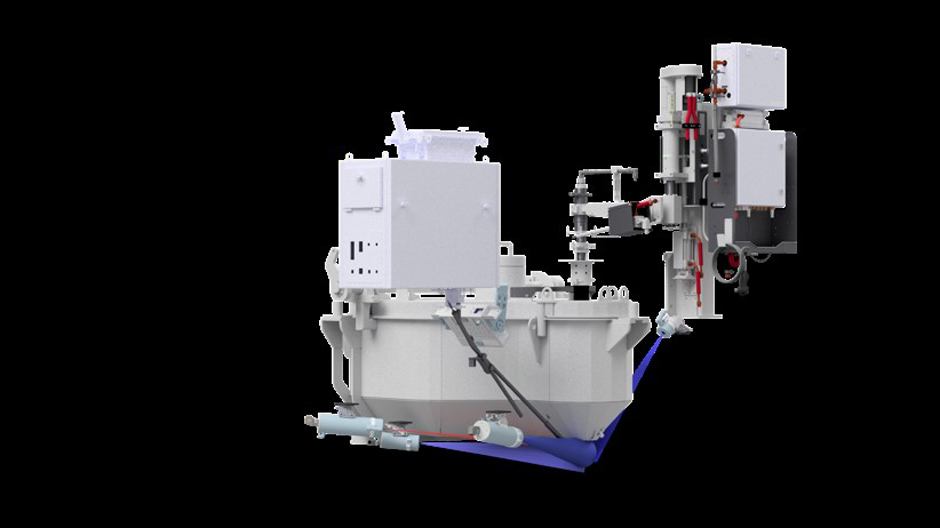
The process is ideal for continuous pouring with a uniform bath level in the pouring cup of up to 600 molds per hour on vertical molding machines as well as more complex pouring parameters on large, slow-running tight flask mold lines. With regular recharging according to pour-tech AB guidelines for the pouring vessel, the temperature losses can be kept constant at under 2K loss per minute.
In the past eleven years, the pouring process has been continuously developed by pour-tech AB and is becoming more and more popular worldwide. One of the reasons for the success are greatly reduced carbon footprint, in the reduced higher yield, the avoidance of holding energy and reduced repairs to the refractory lining.
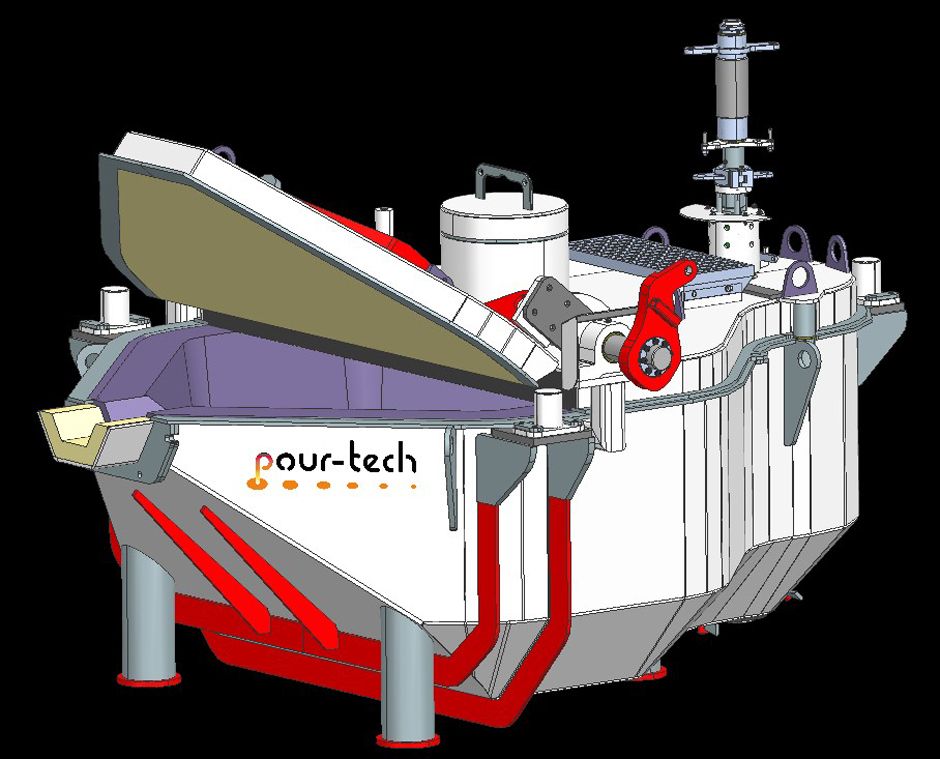
The system itself has robust steel construction and hydraulics, stable laser technology and comprehensible control technology. Now it was time to take this leading technology to a new level through further development.
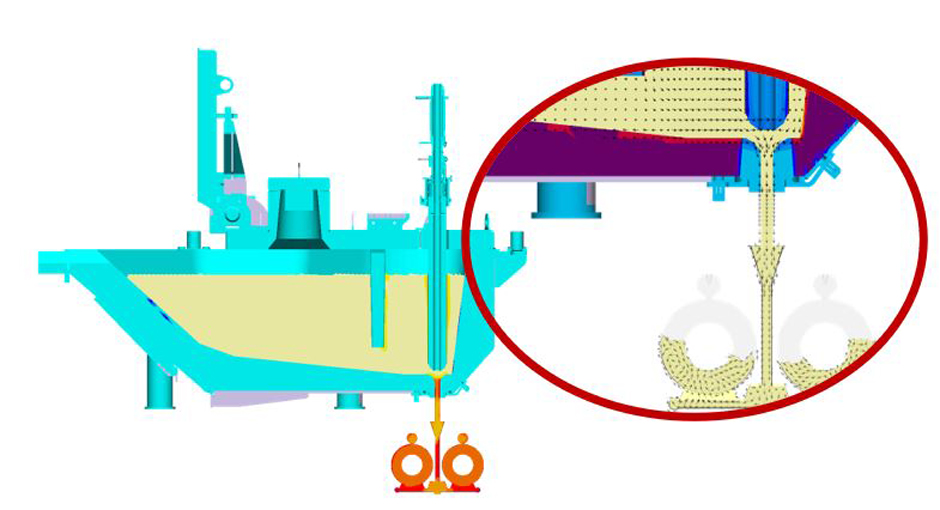
The basics about the unheated pouring process were worked out together with the specialists from M5/MAGMASOFT (Thailand). Their expertise in process optimization will now contribute to the optimization of the process through simulation and clarify the temperature distribution and turbulence during pouring of the molds and the recharging of melt into the pouring vessel, but also for laminar pouring via stopper and nozzle.
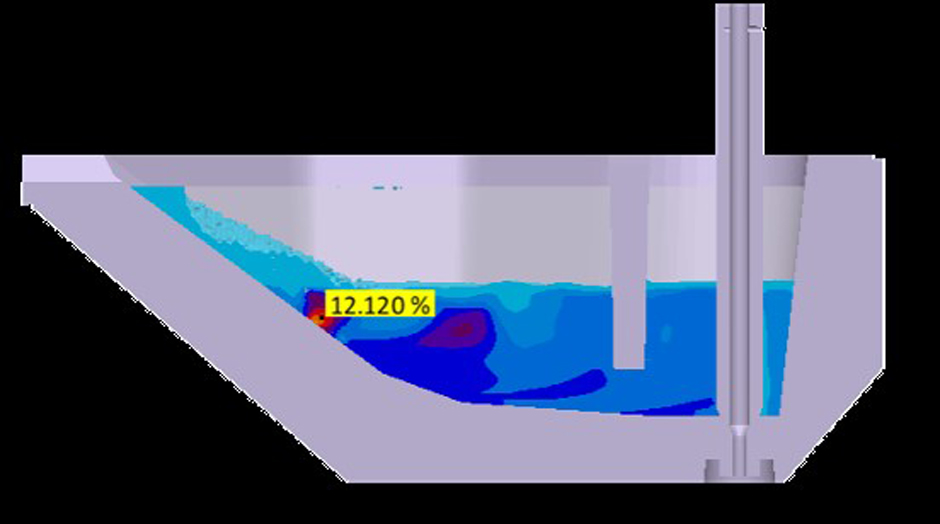
Based on intensive preliminary discussions between pour-tech AB and M5/MAGMASOFT on technical questions, the first simulations were carried out. They showed the optimization potential for various topics that had not been thought of, which were also tackled immediately. This included the optimization of the refractory lining of the vessel in the inlet for low-turbulence recharging and thus the reduction of the air entrapment of the melt in the otherwise closed pouring vessel. As a result, the angle at which the melt hits the lining was optimized and the air entrapment was reduced to below 10% of the initial value.
Another major topic was the design of the slag weir to prevent process slag in the area around the stopper. This slag weir extends the service life of the stopper and nozzle but ensures at the same time no slag particles are poured. As important as this slag weir is to keep clean melt and stopper and nozzle, when changing alloys, it increases the time for fresh melt of the new alloy and the previous alloy to mix in the heal of the vessel.
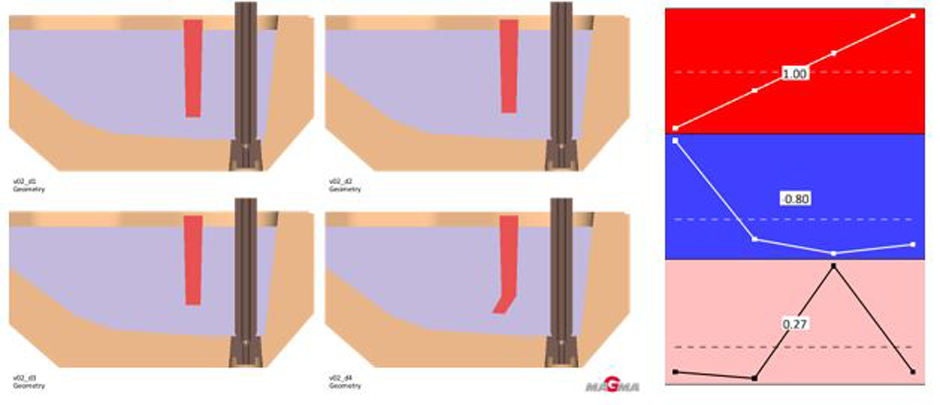
In order to optimize all requirements in relation to each other, several designs of a new slag weir were drawn and simulated as. These comparisons also brought new and unexpected results, which also gave valuable information for future developments. In this way, the heal in the vessel could be reduced by more than 25%. About six seconds after the start of recharging, the fresh melt has reached the area of the plug and nozzle. The mixing takes place very quickly. As a result, an alloy change can be carried out by over-treatment of the fresh melt in many cases without first emptying the vessel.
Ultimately, a design was found that increases flexibility for foundries while reducing production costs. At the same time, the laminar exit of the melt from the pouring nozzle during mold filling could be verified. For foundries, there is sometimes an ROI of just six months using this pouring device.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}