

Founded in 1991, Alu-Onto Ltd. is a family-run foundry which has always endeavoured to make aluminium sand castings which would reflect the level of current special knowledge and expectation to a preserving extent and hence to an overdeveloped extent.
Its new generation castings are being used in many fields, namely in the power generation, motor, machine and medical industries. Their approach to the work can be regarded as an active partner’s status rather than as a customer-oriented one.
Owing to all this, Alu-Onto meets the requirements of all and places a high priority on remaining innovative.
APPLIED TECHNOLOGY
In Alu-Onto sand mold foundry, a small series of typically complex, high-quality aluminum castings are produced. Our castings can also be used in the case of other end-use products of casting technology, which brings validations, assembly work and tests very close, all at an affordable price. In addition, customers are assured that their product developments, in small series, can be introduced almost immediately in different segments of the market.
The patented technology is exclusively gravity (atmospheric pressure) sand casting, which is realized with different types of sand. For the raw materials used, siluminous grades and other aluminum alloys are used according to the standard. Full cleaning, surface and after-treatment work is provided, depending on the customer's needs.
Gergely Hajas from Alu-Onto Foundry gives us insights into the foundry's processes -- Lightweighting in gravity sand cast technology -- having large geometry and thin wall /1-3mm/- by a new casting process
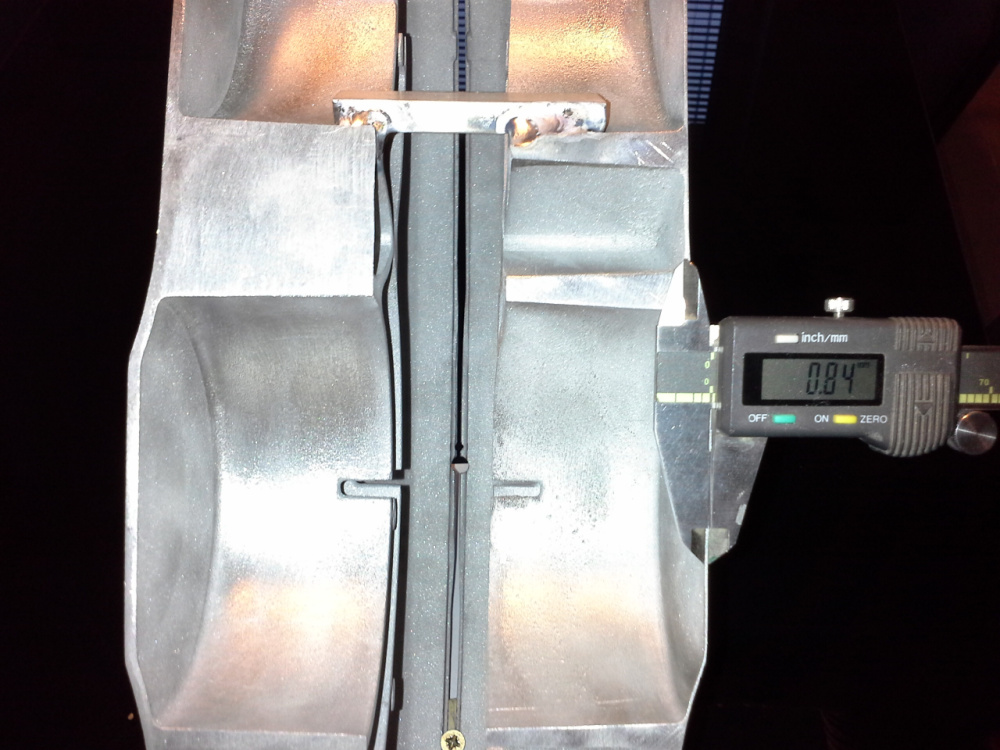
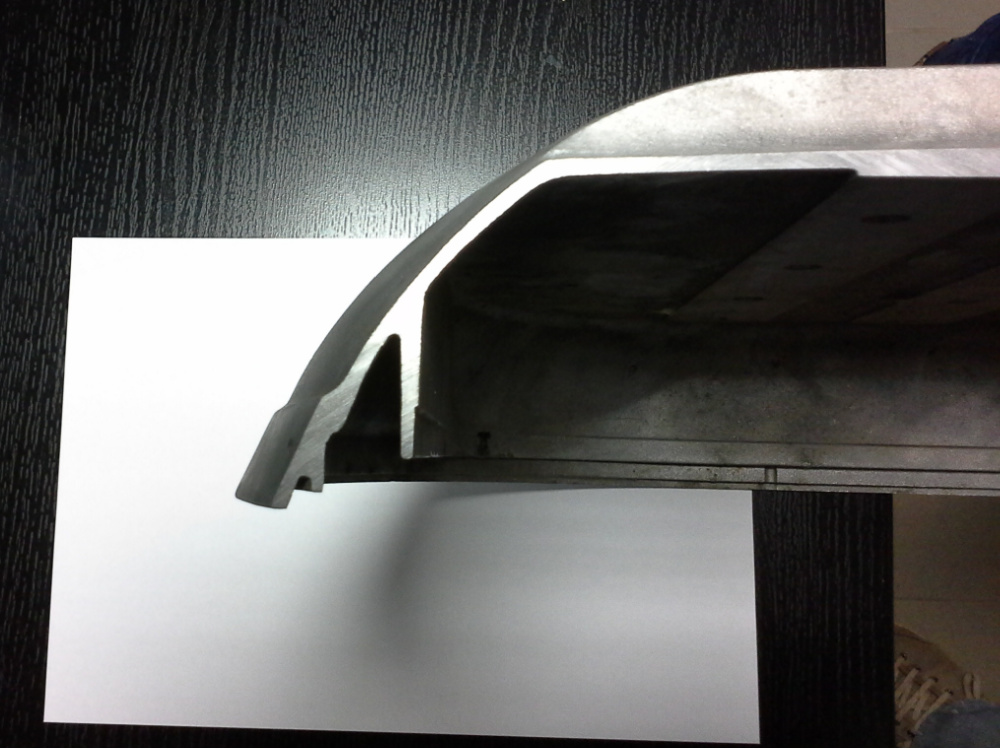
Alu-Onto Ltd. has patented /EP3294476/ a sand casting process with which a thin wall (1 – 3 mm) casting design can be turned into a real-life workpiece within weeks. These castings are perfect functional prototypes of high-pressure die casting (HPDC) parts. Prototype castings can be heat treated to fulfill different mechanical property requirements. Applications include castings for prototype vehicles built for crash tests, special vehicle conversions, vehicles produced in small numbers, but also LED street light prototypes have been made using this technology.
Simulation and casting process test results showed that because of short mould filling times restriction-free mould filling and optimised gating channels and gating ports are essential parts of production of sand castings having thin-walls and large surface dimensions. The mechanical strength properties of thin-walled test parts using gravity sand casting comply with the requirements valid for HPDC parts, in case alloys were adapted to the sand casting process and heat treatment was used.
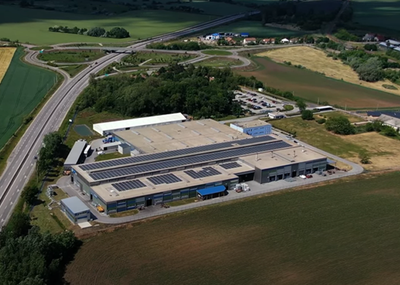
Technological parameters of the patented gravity sand casting process differ considerably from those of conventional gravity casting. Typically, castings with small wall thickness and large surface areas are not entirely suitable for compacting feeding, and the shrinkage that occurs during solidification appears in even, flat-shaped areas in the form of center line pores, which do not significantly reduce the strength properties as experiments proved.
The direct economic advantage of this process is the possibility of producing sample and prototype castings of parts which are designed for HPDC mass production. The process used for the experiments presented in this paper require the fraction of time and tooling costs of a HPDC die production to create functional prototypes, which can fulfill all geometric and mechanical strength requirements of the final, mass-produced part.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}