
After four years the company started to look at their sprue and gating and what occurred after the casting process. Results from this study uncovered striking inefficiencies that could lead to a great project for the foundry to further enhance production. While a lot of projects aim to increase casting production efficiency, this particular project boosts production significantly through the energy, safety and labor savings.
During the casting process, the mold is shaken out on a high frequency shakeout resulting in castings, gating, and carryover sand traveling to the casting / sorting conveyor. At this point, the castings are then separated from their gating for the initial shotblast process. The gating and carryover sand would convey directly into a roll-off container to be transported to the scrap yard for sand and metal separation by magnet. This led to excessive sand in the melt yard and on the scrap returns. In addition, the sand waste stream had gating that the magnet couldn’t recover which was estimated at 2-3% of good metal being sent out.
“Returns used to be the least favorite material to add to the charge mix. Now the melt department picks this first” Erik Storrer, Engineering Manager, Fritz Winter
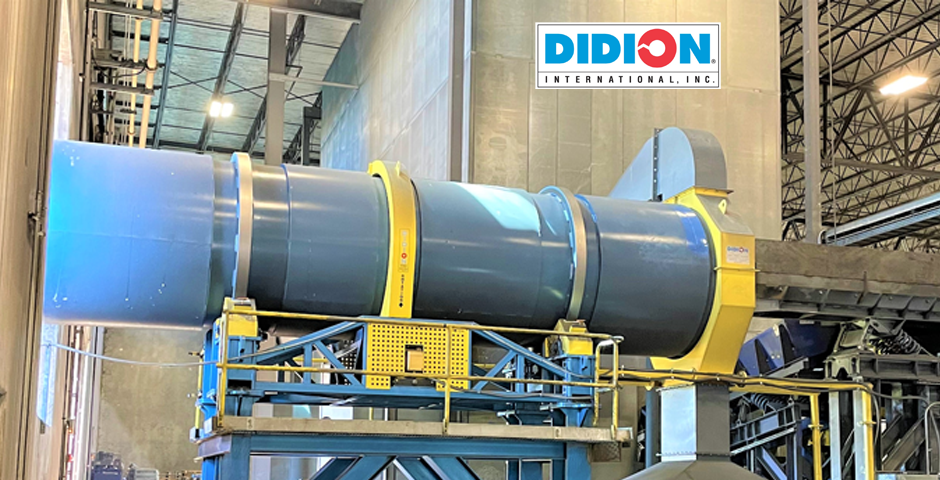
Fritz Winter NA decided to contact DIDION International to learn more about the Rotary Sprue Cleaner / Crusher that is designed to separate the sand from the gating, clean the metal, and provide crushing for a dense melt charge. After taking advantage of the free trial offer at DIDION, the test results were astonishing and the benefits to the foundry were clear.
Working together, Fritz Winter NA and DIDION engineered the best approach to integrate the Rotary Sprue Cleaner / Crusher within the foundry layout. The optimal solution was to install the drum at the end of the existing gating sorting conveyor to process the carryover sand and melt returns. A bi-directional vibratory conveyor from Conveyor Dynamics was then chosen at the drum discharge to fill two totes of melt returns with one conveyor.
Immediate improvements as a result of the installation:
• Labor savings reduced the head count by 1 per shift from less slagging.
• Energy savings of 10-minute reduction in melt time due to charge density.
• Metal disposal savings of 3% from metal that was lost in waste stream now recovered.
“Returns used to be the least favorite material to add to the charge mix. Now the melt department picks this first,” said Erik Storrer, Engineering Manager. “We used to have the drive melt team to maintain the inventory balance and avoid the growing pile of returns: they now prefer this material when building the charge recipe.”
Storrer summarizes, “The benefit is for sure worth it. The energy savings will pay for it, but if you are losing material to your waste stream because of a high frequency shakeout system, you will most definitely benefit from a DIDION.”







{kind=link}