Custom-tailored system designs for engine block production
KS Aluminium Technologie GmbH in Neckarsulm, Germany is among the world’s leading manufacturers of aluminium crankcases by the die casting and low pressure casting processes.
The company casts and processes high quality crankcases for R3, R4, R5, R6-engines and V6, V8, V10, V12 engines for renowned automobile manufacturers such as
Jaguar, Bentley, BMW, Daimler, VW, Audi, Porsche and Volvo. It also produces crankcases for the double VR engines used by the VW corporation.
The successful collaboration between KS Aluminium Technologie GmbH and Müller Weingarten Druckgießtechnik (now part of Oskar Frech GmbH + Co. KG) began in 1993 with the supply of a fully automated GDK 2800 cold chamber die casting system with 32,000 kN of locking force. The capacity of this machine (and another supplied in 1998) will be expanded at the end of 2010 by four additional fully automated systems.
Then as today, the GDK series has proved to be very robust and reliable technology that keeps energy costs low by means of a constant pump combination. 
Photo 1 First fully automated GDK 2800 for KS Aluminium Technologie GmbH
The sophisticated system delivered in 1993, which includes automatic cylinder sleeve supply, insert-placing robots, spraying and extraction portal trimming station for sprue and overruns and even automated palletizing, continues to represent the highest standards of quality and productivity even today. A capacity expansion to produce crankcases for R4, R5, R6 engines followed in 1998 with the delivery of another fully automated GDK 2500 cold chamber die casting machine with 28,000 kN of locking force.
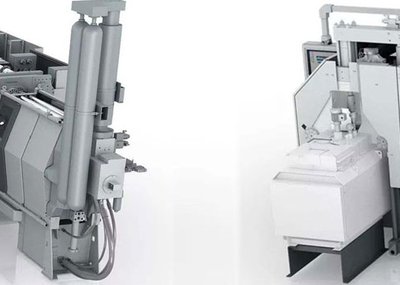
Photo 2 Fully automated GDK 2500 with optimized automation design
The experience and specific data from the previously delivered systems were taken into consideration in the planning phase of the new system. An optimized automation design consisting of a combined placement/extraction robot and a band saw for rough de-burring was developed in collaboration with the customer. The design and implementation had to be highly flexible because of the wide range of variants produced.
With the founding of the production joint venture KS ATAG TRIMET Guss GmbH in Harzgerode, the infrastructural prerequisites for the competitive and efficient production of heavy-duty diesel crankcases in Germany have been secured. As a result of the reliability of the systems already delivered to KS Aluminium Technologie GmbH, as well as the collective experience from the delivery of 14 engine block systems to PSA-Mühlhausen in France, since 1992, but particularly as a result of the convincing system design, Frech won a further order, for two fully automated GDK 3500 cold chamber die casting systems.
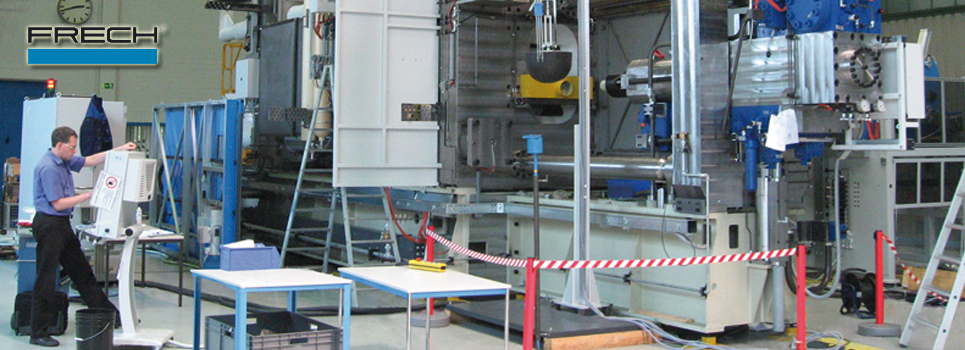
Photo 3 Function test of entire system in manufacturer's plant
The first system was provided to the customer in a record time of only seven months to delivery and four weeks of installation time for the complete system until the casting of the first part. This impressive performance on the part of Frech was made possible by the complete functional testing of the machines in the new assembly plant in Plüderhausen, Germany to ensure implementation quality before delivery. In addition, the die casting die provided by the customer was tested in order to rule out interface problems at the preliminary acceptance stage without hot melt.
To increase the flexibility of these systems for future applications, the die casting machine selected was the GDK 3500 with 38,000 kN locking force. As well as crankcases for R3, R4, R5, R6 and V6 or V8 engines, this machine can also produce structural parts.
The system concept is designed so that one employee can operate two fully automatic
casting systems.
The flexibility of the OPTICAST casting unit developed by Müller Weingarten and optimized with regard to control technology by Frech is exceptionally suited both for thin-walled and thick-walled components. Accelerations of > 500 m/s², velocities V2 without metal of up to 9 m/s ensure high dynamics. Low-accelerated masses due to the interior intensifier and dynamic control technology allow for low pressure peak casting with the highest degree of repetition accuracy and process stability at Cmk ≥ 1.33.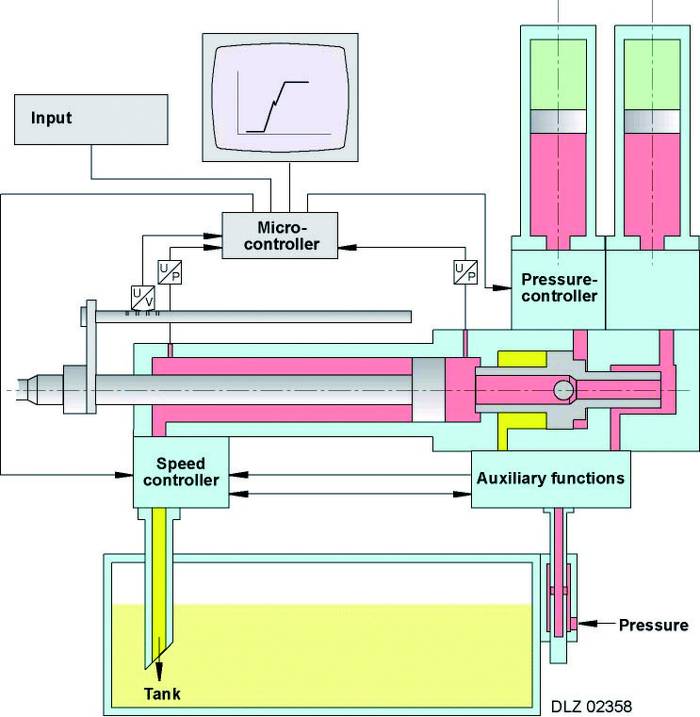
Photo 4 Opticast casting unit
The two holding crucible furnaces, installed on a rotary table, can be automatically positioned at the melt extraction point.
Photo 5 Flexible melt provision through two holding crucible furnaces on a rotary table
The chosen furnace design allows for continuous melt supply simultaneously with maintenance and melt treatment of the metal in the "stand-by" crucible during running production operation so that crucibles can be rotated quickly to avoid production interruptions. The linear ladle system can dose weights of up to 40 kg of aluminium and enable exact dosing <± 1% at minimal oxide uptake.
The 2-axis spraying device is equipped with a pressure increase station and is suitable for the use of several die lubricants. Individual spraying heads, die lube pressure control and filtering as well as flow monitoring enable targeted and efficient water and die lube application at high pressure. Spraying and cooling times are thereby shortened, the required volume of die lube is used in an energy-efficient manner and the spraying process is continually controlled and monitored.
Photo 6 Combined placement and extraction gripper
Before every shot, the cylinder sleeves are placed in the die by the combined placement and extraction gripper and positioned precisely by an alignment device. The feed belt has templates for dimension control of the sleeves and an induction heating facility.
In addition to placing sleeves and extracting the cast part from the die, the reach of the 6-axis robot is sufficiently wide for complete parts handling within the casting cell without an additional seventh movement axis, providing the greatest flexibility at low investment cost.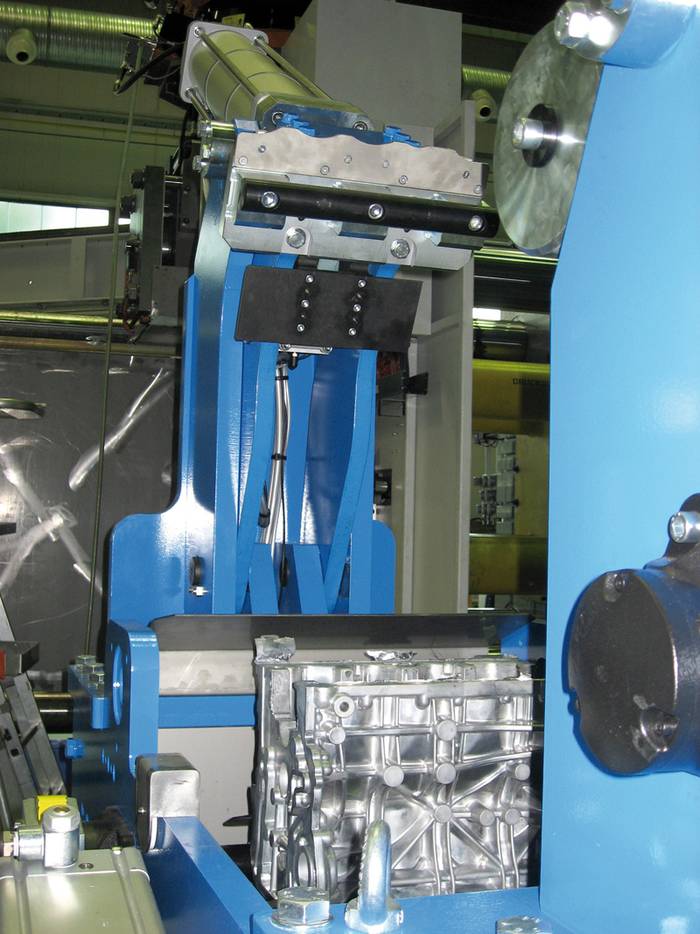
Photo 7 Rough deburring station for 4-cylinder crankcase
After the cast part is removed and inspected for completeness, it is positioned in the rough de-burring station and the sprue and overruns are broken off to prevent distortion.
Every part is marked for quality management purposes, ensuring that it carries with it all quality-related production and process parameters. The rough de-burred crankcases are air-cooled at a 6-position station and then ejected by the extraction robot to a timed conveyor belt.
Photo 8 Die cooling with Robamat temperature control units
The short cycle times required by KS make it essential that cooling and temperature control are coordinated with the crankcase die to an optimal degree, and the solution was created by the customer's engineers and the company Robamat Automatisierungstechnik
GmbH. It consists of a combination of pressurized water devices that control the temperature of the corresponding die areas in response to the respective temperature requirements.
Because water has good heat carrying properties compared to oil, the die casting die can be brought to the temperatures necessary for production at low energy consumption while the melting energy can be extracted from the die quicker during production, thereby achieving shorter cycle times.
The even heat distribution in the die makes for a very long service life.
Photo 9 Visualization of core break monitoring, pressure sensors for measuring pressure differences
In addition to quality and process stability, the economic success of crankcase manufacturing depends on every system component achieving the greatest productivity
at very high availability in long-term, real-life operation.
This requirement is met principally by the heart of the system - the compact design of the 3-plate locking principle of the GDK 3500, which was has been continually improved with regard to reliability over the past two decades. Opening and closing times of approximately 10-13 seconds (depending on the pre-selected locking force) and continuous availabilities of >95% are still achieved on such machines, even though they are generally overhauled only after 15-20 years. This speaks for the quality and durability of all components used, with low maintenance costs.
The control system of the casting unit ensures that there are no deviations from the set parameters from one shot to the next. The tolerances of the casting process and all quality- related processing parameters are documented and monitored by the CAST CONTROL II parameter recording system. In addition to the standard DATADIALOG control platform, Frech offers its customers these functionalities based on the Siemens S7 CAST CONTROL II, upon special request.
To comply with environmental specifications, all the fumes created during the casting process are captured by the exhaust hood, which is fitted with a filter/water separator.
With regulated water valves, it is possible for plungers and the cooling circuits on the fixed and movable plate to deactivate the cooling water supply during downtimes in order to
prevent unnecessary cooling.
The close cooperation of Frech, as a supplier of turnkey systems, and KS ATAG TRIMET Guss GmbH and the many years of experience of both partners made it possible to meet the customer's requirements through the development and implementation of optimal systems for fully automated crankcase production, and KS’s confidence in Frech's capabilities is highlighted its recent order for four additional systems.
With custom-tailored system designs, competent processing, reliable service and process care worldwide, Frech is the market leader in the manufacturing of fully automatic crankcase systems for automobile manufacturers and their primary suppliers around the world. More than 40 installations in Europe, Asia and India show that Frech's leading position in the increasingly global world market is constantly expanding.
×