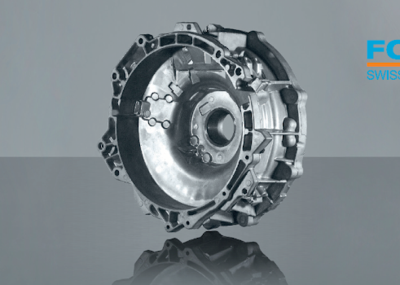
Battery packs for electric vehicles (also called housings, frames or battery enclosures) have a pretty straightforward purpose: holding and protecting battery modules. They come in various shapes and sizes, and can easily be adapted for the different particularities of battery modules. Extrusion and Die-casting are commonly used in the production of aluminium alloy housing. The housing can be produced in two (base and top cover) or more pieces. The flatness and accuracy are affected to a certain extent, especially if the installation interface has sealing requirements. The more complex housings are the higher the demand to be vacuum pressure die cast. There are more possibilities with different shapes to produce. Die casting machines from 1600 t up to 4400 t are used to produce such housings. Due to size restrictions, large housings are tailor-welded to compensate if the size if too large.
Application
The application of die-casting aluminium alloy in battery housing can be done with the low-pressure casting process or in the vacuum high pressure die casting. Depending to different requirements of the cars technology, it can integrate the cooling function in the body, omitting the individual cooling plate. This direction may be one of the trends in the future.
The battery housing is a so called lightweight body structure. This is one of the directions of efforts. Especially for battery packs of pure electric vehicles, the pursuit of high mileage on the premise of the current lithium ion battery level of development will inevitably require that the overall weight of the battery case will be reduced as much as possible while ensuring the high structural strength. The weight of the battery pack can be reduced about 10 to 28% by using adapted aluminium casting alloy instead of using steel. At the end it will reduce the overall weight of the battery pack to some extent as well the final car weight.

To get the right application on each part built into or a round a battery housing, the manufacturer must take in consideration:
- Mechanical shock and integrity
- Battery robustness for vibration
- Thermal shock and cycling
- Fire resistance
- External short-circuit protection
- Over temperature protection
- Overcharge and over discharge protection
- Different Norms as: UL 2580 Batteries for Use In Electric Vehicles, UL 2271 Batteries for Use In Light Electric Vehicle (LEV) Applications, ISO 26262 Road vehicles, UN ECE R100 and UN ECE R136 for European market access
To finally be able to high pressure die cast such parts an alloy with high casting ability, optimized for high thermal or electrical conductivity must be used. A casting treatment which gives highest conductivity compared with other AlSi-die casting alloys. Also the elongation can be important and it should be flangeable and corrosion resistance to weather. As an example the Castasil 21 is one of those alloys.
Since in pressure die casting the alloy is getting mixed with air in different steps of the process, the producer must do everything to avoid oxidation and air and gas inclusions into the micro structure of the component. This is the reason why vacuum is used during the injection cycle (slow and filling phase). Vacuum die casting or vacuum assist die casting can be described as a high quality casting method. Vacuum die casted alloys show a better micro structure, higher mechanical properties, better surface finish and higher overall product quality and stability. Further all after process works (machining, thermal treatments, and surface coatings) will show better results. To make the vacuum technology use up to its best benefits following points in the high pressure die casting productions have to be adapted as well:
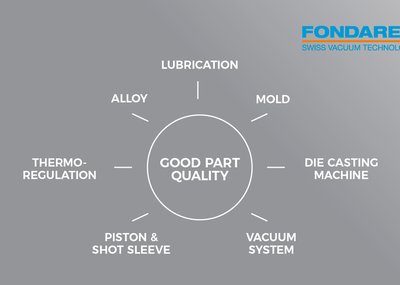
The overall application of the die, the precision of the die, the thermo-control of the die and the alloy, the overall metal handling, the process control and parameter settings, the die and plunger lubrication, the plunger and shot sleeve precision as well the vacuum connections and parameters are about the most important ones.
Function of the vacuum system in pressure die casting
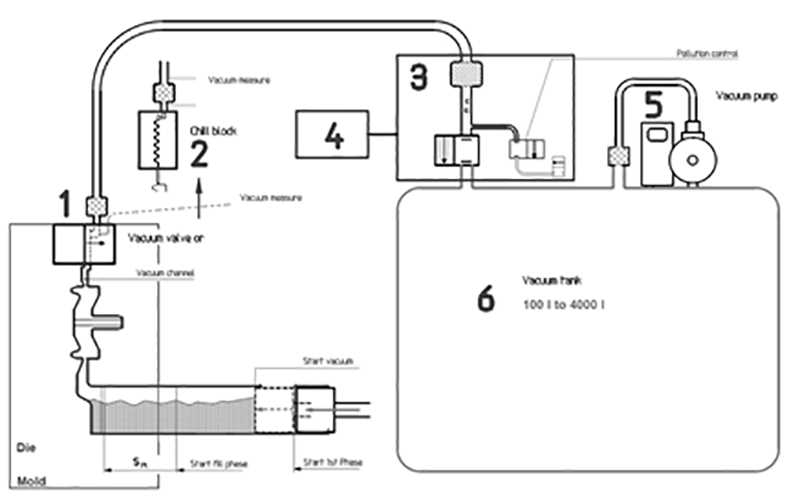
1. Vacuum valve in the die
2. Chillbloc in the die
(either one needed)
3. Vacuum pneumatics
4. Vacuum automation
5. Vacuum pumps
6. Vacuum tank
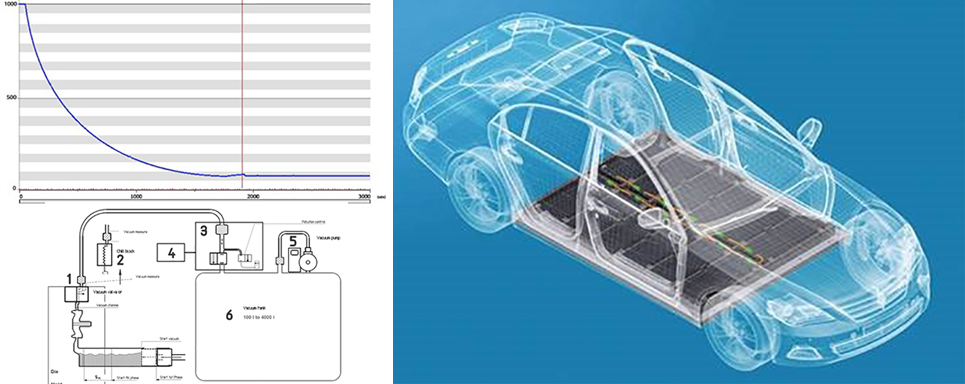
When the plunger overtakes the pore hole, the vacuum is started. The air in the die (1) will flow into the vacuum tank (6). The vacuum level should drop within 0,3 to 0,8 sec below 150 mbar inside the cavity. The part (battery housing) is connected by a vacuum channel to the vacuum valve (1) or the chill vent (2) If the engineering is well done, less overflow material is casted and therefore a more economical casting process is established. The vacuum built up is controlled in the vacuum unit by measuring the vacuum pressure during the whole injection:
Vacuum curve looks like this
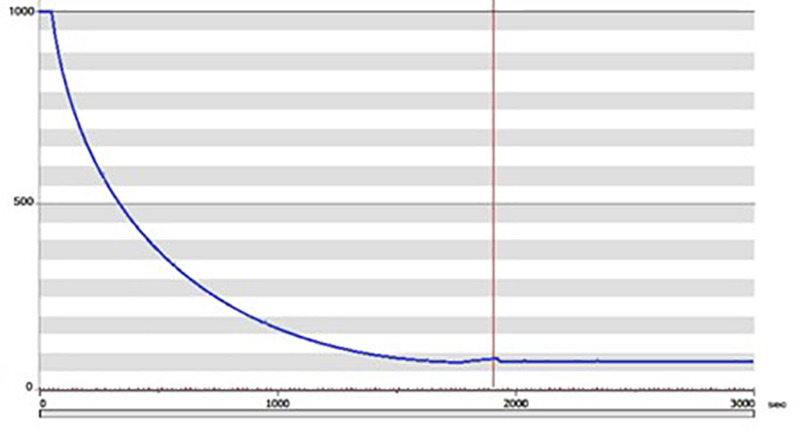
The level is controlled if in tolerance during the injection of the liquid alloy. This will be an overall factor to make sure only good housings will go into after machining and the manufacturing process.
Conclusion
Producing battery housings in pressure die casting is a challenge. The die caster must be prepared to use latest technologies, perfect metal handling precise dies and a good process control. There are still a lot of researches done in the field of producing battery cells, the future will show of how many different types will be found in the electrical vehicles industry.
Author
J. Emmenegger
Technical Engineer
FONDAREX SA